
د PTFE ټیوب د پرې کولو څو مهم ګامونه
مهرباني وکړئ د اصلي پرې کولو او برمه کولو دمخه دا ټولې لارښوونې ولولئ! لومړني څو ګامونه اړین وسایل تشریح کوي او دقیق ابعاد وروسته ورکړل شوي دي.
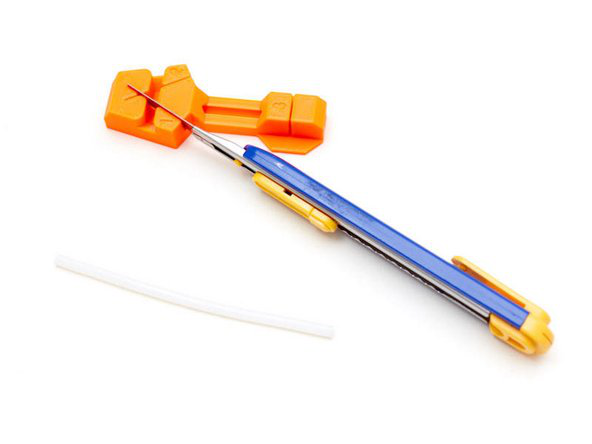
ګام ۱ وسایل

تاسو به لاندې وسایلو ته اړتیا ولرئ:
د PTFE پرې کولو فکسچر. که تاسو د ریچھ ایستلو ماشین جوړوئ نو هغه برخه وکاروئ چې چاپ پکې شامل وي.
د بکس په شکل چاقو، د تیغ ضخامت شاوخوا 0.4 ملي متره دی. تایید کړئ چې تیغ په بشپړ ډول د کلیمپ په هره ټوټه کې دننه کیدی شي.
۶۰ درجې کاونټرسنک.
نه کارول شوی PTFE ټیوب، لږترلږه 100 ملي میتر.
د چاقو کارولو پر مهال ډېر محتاط اوسئ، تاسو ممکن ځان ته جدي زیان ورسوئ. خپل وخت واخلئ او که اړتیا وي نو محافظتي دستکشې واغوندئ.
دوهم ګام وسایل


د ۶۰ درجو کاونټر سنک مختلف شکلونه لري. دلته ځینې مثالونه دي چې تاسو سره د ځواب موندلو کې مرسته کوي. که تاسو واقعیا دا نشئ موندلی، نو د معیاري ۴۵ درجې کاونټر سنک سنک څخه کار واخلئ.
۱، لومړی انځور د معیاري ۶۰ درجې ډوب شوي سنک یوه بیلګه ده؛ بهرنۍ قطر باید د ۴.۵ ~ ۶.۵ ملي میتر په حد کې وي.
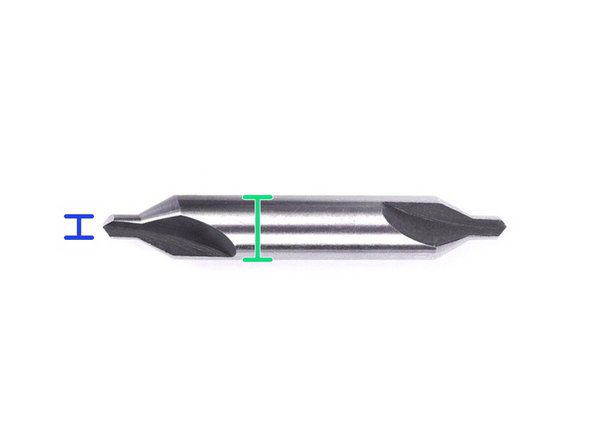
۲، دوهم انځور د مرکزي ډرل بټ یوه بیلګه ده، معمولا ۶۰ درجې وي؛ بهرنۍ قطر باید د ۴.۵ ~ ۶.۵ ملي میتر په حد کې وي؛ د پای قطر باید د ۱.۵ ملي میتر څخه کم یا مساوي وي.
۳، دریم انځور د ۶۰ درجې CNC ملنګ کټر یوه بیلګه ده؛ بهرنۍ قطر باید د ۴.۵-۶.۵ ملي میتر په حد کې وي.
دریم ګام PTFE چمتو کړئ

ډاډ ترلاسه کړئ چې ستاسود PTFE ټیوبیو فلیټ او عمودی پای لري. که دا قضیه نه وي، د پای (نمبر 3) PTFE کټر کلیمپ وکاروئ ترڅو دا مستقیم کړئ
زه د PTFE ټیوب چیرته ترلاسه کولی شم؟
موږ د پرزو په توګه پرې شوي پایپونه او د ډرل پایپونه چمتو کوو. که چیرې د پایپونو کمښت وي، مهرباني وکړئ د ژوندۍ چیټ کړکۍ له لارې زموږ ملاتړ سره اړیکه ونیسئ.
په بدیل سره، تاسو کولی شئ د نورو عرضه کونکو څخه د PTFE ټیوبونه هم واخلئ. ډاډ ترلاسه کړئ چې د PTFE ټیوب اړین اندازه (قطر) لري، ترټولو ټیټ ممکنه زغم لري، او سوری په سمه توګه مرکز شوی دی.
څلورم ګام د PTFE بهرنۍ چیمفر جوړ کړئ

د بکس چاقو تیغ د سیوم ۱ د PTFE چاقو کلیمپ کې دننه کړئ.
ډاډ ترلاسه کړئ چې تیغ د ټوټې په ښکته برخه کې دی او د فکسچر لاندې سره موازي دی.
د خپلو ګوتو د ساتنې لپاره، مهرباني وکړئ ډاډ ترلاسه کړئ چې تیغ په بشپړه توګه داخل شوی لکه څنګه چې په انځور کې ښودل شوي
پنځم ګام د PTFE بهرنۍ چیمفر جوړ کړئ
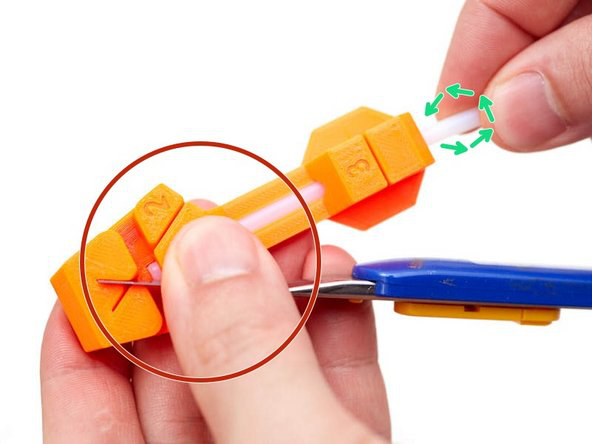
تیغ د خپل ګوتو سره د PTFE کټر کلیمپ کې ونیسئ.
د PTFE ټیوب د وسیلې هولډر ته دننه کړئ تر هغه چې دا په پای سټپر فشار راوړي.
ټیوب د ساعت په لور وګرځوئ (د وسیلې هولډر له شا څخه لیدل کیږي) ترڅو چیمفرینګ بشپړ کړئ.
څو ځله یې وګرځوئ. دا باید د ښه PTFE چپس جوړولو توان ولري.
ځینې وختونه د وسیلې په هولډر کې د PTFE فلپ کول ستونزمن کیدی شي. پدې حالت کې، دلته د دې اسانه کولو لپاره ځینې لارښوونې دي:
د PTFE اوږد ټیوب وکاروئ
د PTFE دننه فلیمینټ اضافه کړئ
د پخلنځي دستکشې وکاروئ
شپږم ګام د PTFE بهرنۍ چیمفر جوړ کړئ

تیغ له سیون ۱ څخه لرې کړئ.
تیغ د دوهم نمبر درز ته دننه کړئ.
ډاډ ترلاسه کړئ چې تیغ د درز په ښکته برخه کې دی، د لاندې سره موازي.
د خپلو ګوتو د ساتنې لپاره، مهرباني وکړئ ډاډ ترلاسه کړئ چې تیغ په بشپړه توګه داخل شوی دی (که شک وي، مهرباني وکړئ پخوانیو مرحلو ته مراجعه وکړئ).
کله چې تیغ په خپل ګوتو سره ونیسئ، د PTFE ټیوب په ټوله لاره د کټر کلیمپ کې دننه کړئ تر هغه چې دا د ودرولو لپاره تر پایه فشار ورکړل شي.
دا ځل تاسو اړتیا لرئ چې ټیوب د ساعت په مقابل لوري وګرځوئ (د وسیلې لرونکي له شا څخه لیدل کیږي).
ګام ۷ د PTFE اوږدوالی پرې کړئ

د PTFE داخلي کلیمپ او ټرم اوږدوالی وساتئ. ډاډ ترلاسه کړئ چې PTFE په بشپړ ډول ثابت دی او د پرې کولو پرمهال حرکت نه کوي.
ګام ۸ د PTFE داخلي چیمفر جوړ کړئ


د PTFE په فلیټ اړخ کې، د چیمفر جوړولو لپاره د 60 درجې کاونټر سنک وسیلې څخه کار واخلئ.
بشپړ شوی چیمفر باید د دوهم انځور په څیر ښکاري.
د PTFE ټیوب د کټر دننه دننه کیدی شي ترڅو د هغې فلیټ پای یو څه بهر شي. دا د مرکزي ټیوب په فشارولو سره په خپل ځای کې ساتل کیدی شي.
نهم ګام د PTFE ټیوب پاک کړئ
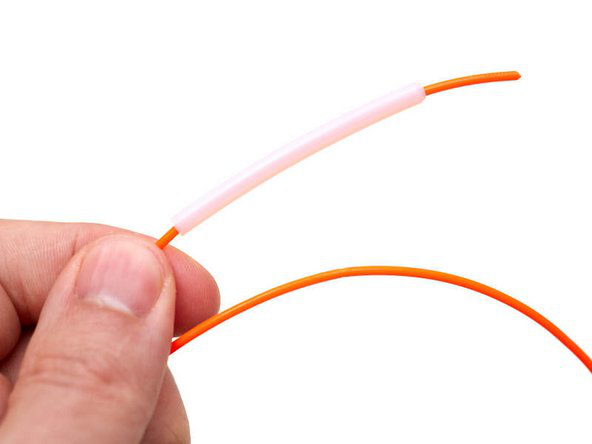
د پاتې PTFE چپس پاکولو لپاره د پرې شوي PTFE ټیوب له لارې یو فلامینټ تېر کړئ.
ګام ۱۰
د PTFE ټیوب اوږدوالی تاییدولو لپاره کیلیپر وکاروئ. د اندازه کولو پرمهال ډیر فشار مه ورکوئ ترڅو بهرنۍ چیمفر ته زیان ونه رسوي.
موږ مسلکي جوړونکي یود PTFE ټیوب, which made of 100% virgin fine powder PTFE, with various standard sizes in metric or imperial. Customized sizes are also available, consult us for details. If you have any inquiry on PTFE tube, please freely contact us at sales02@zx-ptfe.com
د ptfe ټیوب پورې اړوند لټونونه




د پوسټ وخت: جنوري-۲۹-۲۰۲۱