
Flera viktiga steg för att trimma PTFE-rör
Läs alla dessa instruktioner innan du fortsätter med själva trimningen och borrningen! De första stegen förklarar de nödvändiga verktygen och de exakta måtten anges senare.
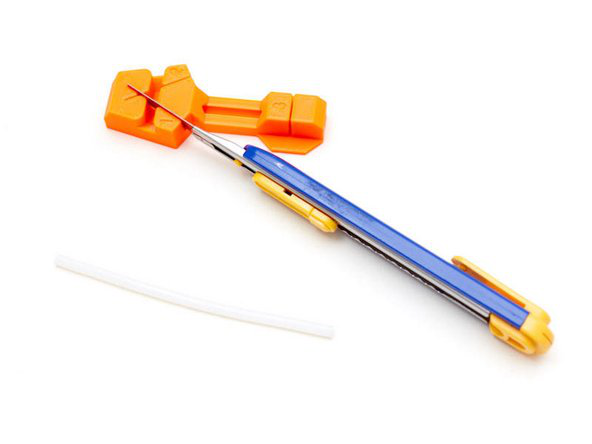
Steg 1 Verktyg

Du skulle behöva följande verktyg:
PTFE-skärfixtur. Om du bygger en björnextruder, använd en del som inkluderar tryck.
Lådformad kniv, bladtjockleken är cirka 0,4 mm. Kontrollera att bladet kan föras in helt i varje skåra på klämman.
60° försänkt.
Oanvänt PTFE-rör, minst 100 mm.
Var mycket försiktig när du använder en universalkniv, du kan orsaka allvarliga skador. Ta god tid på dig och använd skyddshandskar om det behövs.
Steg 2 Verktyg

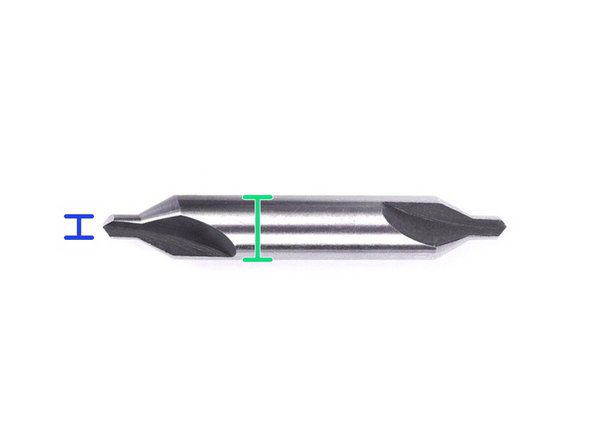

60° försänkning kan ha olika former. Här är några exempel som hjälper dig att hitta svaret. Om du verkligen inte hittar det, använd en vanlig 45-graders försänkt diskho.
1. Den första bilden är ett exempel på en standard 60° nedsänkt diskho. Ytterdiametern måste ligga inom intervallet 4,5 ~ 6,5 mm.
2. Den andra bilden är ett exempel på en centrumborr, vanligtvis 60°. Ytterdiametern måste ligga inom intervallet 4,5 ~ 6,5 mm. Änddiametern måste vara mindre än eller lika med 1,5 mm.
3. Den tredje bilden är ett exempel på en 60° CNC-fräs. Ytterdiametern måste ligga i intervallet 4,5–6,5 mm.
Steg 3 Förbered PTFE-materialet

Se till att dinPTFE-rörhar en platt och vertikal ände. Om så inte är fallet, använd PTFE-skärklämman (nr 3) för att göra den rak
Var kan jag få tag på PTFE-slang?
Vi tillhandahåller putsade rör och borrör som reservdelar. Om det råder brist på rör, vänligen kontakta vår support via livechattfönstret.
Alternativt kan du köpa PTFE-slangar från andra leverantörer. Se till att PTFE-slangen har önskad storlek (diameter), lägsta möjliga tolerans och att hålet är korrekt centrerat.
Steg 4 Gör PTFE extern avfasning

Sätt in lådknivbladet i PTFE-knivklämman på söm 1.
Kontrollera att bladet är längst ner i skåran och parallellt med fixturens botten.
För att skydda dina fingrar, se till att bladet är helt isatt som visas på bilden.
Steg 5 Gör PTFE extern avfasning
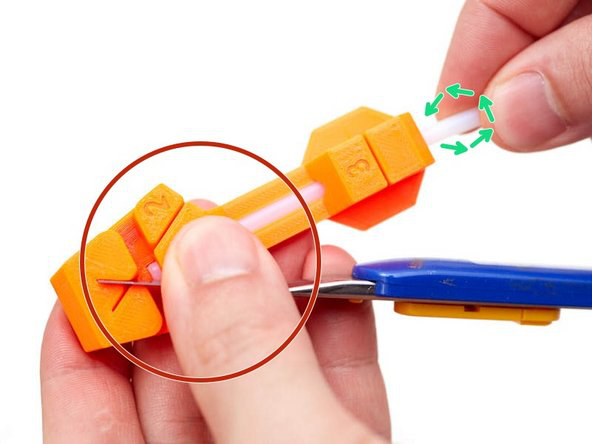
Håll bladet i PTFE-skärklämman med tummen.
För in PTFE-röret i verktygshållaren tills det trycker mot ändstoppet.
Vrid röret medurs (sett från baksidan av verktygshållaren) för att avsluta avfasningen.
Rotera några gånger. Den borde kunna göra bra PTFE-flisor.
Ibland kan det vara svårt att vända PTFE-röret i verktygshållaren. I så fall finns det några tips som gör det enklare:
Använd längre PTFE-slang
Lägg till filament inuti PTFE-materialet
Använd kökshandskar
Steg 6 Gör PTFE extern avfasning

Ta bort bladet från söm 1.
För in bladet i skåra nr 2.
Kontrollera att bladet är längst ner i skåran, parallellt med botten.
För att skydda dina fingrar, se till att bladet är helt isatt (om du är osäker, se föregående steg).
När du håller bladet med tummen, för in PTFE-röret hela vägen i skärklämman tills det trycks mot stopp.
Den här gången behöver du rotera röret moturs (sett från baksidan av verktygshållaren).
Steg 7 Trimma PTFE-längden

Behåll PTFE-klämman och skärlängden. Se till att PTFE-materialet är helt fixerat och inte rör sig vid skärning.
Steg 8 Gör PTFE-invändig avfasning


På den plana sidan av PTFE-materialet, använd ett 60° försänkt verktyg för att göra en avfasning.
Den färdiga avfasningen ska se ut som den andra bilden.
PTFE-röret kan föras in i skäraren så att dess platta ände sticker ut något. Det kan hållas på plats genom att trycka på mittröret.
Steg 9 Rengör det trimmade PTFE-röret
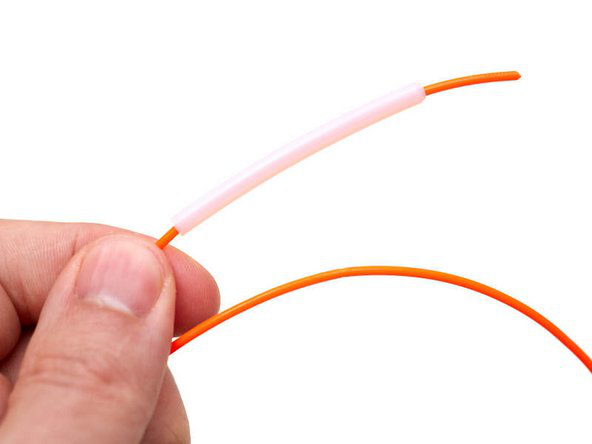
För ett filament genom det trimmade PTFE-röret för att rengöra eventuella kvarvarande PTFE-flisor
Steg 10
Använd en skjutmått för att kontrollera PTFE-rörets längd. Tryck inte för hårt under mätningen för att undvika skador på den yttre avfasningen.
Vi är den professionella tillverkaren avPTFE-rör, which made of 100% virgin fine powder PTFE, with various standard sizes in metric or imperial. Customized sizes are also available, consult us for details. If you have any inquiry on PTFE tube, please freely contact us at sales02@zx-ptfe.com
Sökningar relaterade till ptfe-rör




Publiceringstid: 29 januari 2021