
Аб ачыстцы трубкі 3D-прынтара PTFE
Серыя вялікай ёмістасці
Часцінкі ў горле 3D-прынтара з PTFE будуць перашкаджаць плаўнаму руху ніткі. Ачысціце трубкуPTFE трубка для 3D-прынтаране радзей за адзін раз у месяц або пасля ўзнікнення праблем са сцісканнем ніткі. Каб ачысціць трубку PTFE 3D-прынтара, яе неабходна зняць з прынтара.
Спачатку выдаліце нітку і прачытайце, як гэта зрабіць, у кіраўніцтве па выдаленні ніткі.
Перамясціце прынтар у становішча для тэхнічнага абслугоўвання і апусціце друкавальную галоўку.
Націсніце макра > абслугоўванне
Вы таксама можаце выкарыстоўваць PTFE для змазкі паміж магнітам і шарыкам.
Зніміце сіні заціск з друкавальнай галоўкі (калі ён ёсць)
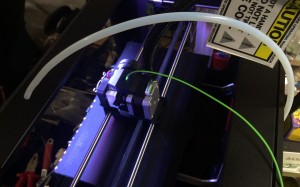
Націсніце пальцамі на чорнае кольца ўніз, а затым пацягніце трубку ўверх ад друкавальнай галоўкі.
Націсніце на чорнае кольца на рухавіку падавальніка/экструдара і выцягніце трубку.
Адрэжце невялікую губку або загарніце ў яе сурвэтку. Устаўце яе ў падаючы канец трубкі 3D-прынтара з ПТФЭ і прасуньце праз трубку разам з даўжынёй ніткі. Устаўце прабірку назад у прынтар і паглядзіце, ці правільны бок прабіркі знаходзіцца ў правільным становішчы прынтара/друкавальнай галоўкі. (бок трубкі з друкавальнай галоўкай злёгку скошаны звонку).
Серыя пісьмовых сталоў
Часцінкі ў трубцы 3D-прынтара з PTFE будуць перашкаджаць плаўнаму руху ніткі. Чысціце трубку Бурдона не радзей за адзін раз у месяц або пасля ўзнікнення праблем са сцісканнем ніткі. Каб ачысціць трубку 3D-прынтара з PTFE, яе неабходна выняць з прынтара.
Спачатку выдаліце нітку і прачытайце інструкцыі ў кіраўніцтве «выдаленне ніткі».
Перамясціце прынтар у становішча для тэхнічнага абслугоўвання і апусціце друкавальную галоўку.
Націсніце макра > абслугоўванне
Зніміце сіні заціск з друкавальнай галоўкі (калі ён ёсць)
Націсніце пальцамі на чорнае кольца, а затым пацягніце трубку ўверх ад друкавальнай галоўкі
Націсніце на чорнае кольца на рухавіку падавальніка/экструдара і выцягніце трубку.
Адрэжце невялікую губку або загарніце ў яе сурвэтку. Устаўце яе ў падаючы канец трубкі 3D-прынтара з ПТФЭ і прасуньце праз трубку разам з даўжынёй ніткі. Устаўце прабірку назад у прынтар і паглядзіце, ці правільны бок прабіркі знаходзіцца ў правільным становішчы прынтара/друкавальнай галоўкі. (бок трубкі з друкавальнай галоўкай злёгку скошаны звонку).
Толькі для серыі Pro T850P
Часцінкі ў трубцы 3D-прынтара з PTFE будуць перашкаджаць плаўнаму руху ніткі. Чысціце трубку 3D-прынтара з PTFE не радзей за адзін раз у месяц або пасля ўзнікнення праблем са сцісканнем ніткі. Каб ачысціць трубку 3D-прынтара з PTFE, яе неабходна зняць з прынтара.
Каб выняць нітку, прачытайце інструкцыю па выгрузцы ніткі ў першым кіраўніцтве па нітках
Перамясціце прынтар у становішча для тэхнічнага абслугоўвання і апусціце друкавальную галоўку.
Націсніце макра > абслугоўванне
Зніміце сіні заціск з друкавальнай галоўкі (калі ён ёсць)
Націсніце пальцамі на чорнае кольца ўніз, а затым пацягніце трубку ўверх ад друкавальнай галоўкі.
Зніміце пярэднюю панэль дыфузара паветра, зашчапіўшы заціскі звонку.
Націсніце на чорнае кольца на рухавіку падавальніка/экструдара і выцягніце трубку.
Адрэжце невялікую губку або загарніце ў яе сурвэтку. Устаўце яе ў падаючы канец трубкі 3D-прынтара з ПТФЭ і прасуньце праз трубку разам з даўжынёй ніткі. Устаўце прабірку назад у прынтар і паглядзіце, ці правільна размяшчаецца трубка з ПТФЭ на правільным баку прынтара/друкавальнай галоўкі (бок трубкі з друкавальнай галоўкай злёгку скошаны звонку).
Ачысціце друкавальную галоўку і горла сопла 3D-прынтара з PTFE.
3D-прынтары плавяць і экструдуюць сотні кілаграмаў матэрыялу на працягу свайго тэрміну службы. Увесь матэрыял выціснецца з сопла і распыліцца.
Дыяметр рота вельмі малы, як пясчынка. Праз доўгі час непазбежна ўзнікнуць некаторыя праблемы, у выніку чаго экструзія не будзе гладкай.
Існуе мноства прычын закаркавання соплаў, звычайна з-за назапашвання рэшткаў у матэрыяле падчас працэсу друку або пашырэння матэрыялу ў канале.
Усе гэтыя фактары ўплываюць на плаўную экструзію матэрыялаў.
Крок 1: націсніце падачу ўручную
Першае, што трэба зрабіць, гэта павысіць тэмпературу друкавальнай галоўкі, адкрыць панэль кіравання 3D-прынтарам і нагрэць сопла да тэмпературы, пры якой могуць расплавіцца расходныя матэрыялы, звычайна да 230 градусаў. Затым націсніце кнопку «падача» і паспрабуйце ўручную ўціснуць невялікі кавалак дроту (напрыклад, 10 мм) у сопла. Калі экструдар пачне працаваць, акуратна ўцісніце дрот у сопла рукой. У многіх выпадках гэты ціск уніз можа прымусіць дрот плаўна пранікаць у заблакаваную частку.
Крок 2: паўторнае кармленне
Крок 3: прачысціце трубу або сопла
Калі сопла ўсё яшчэ не выходзіць, магчыма, вам трэба будзе прачысціць гарлавіну або сопла. Многія карыстальнікі спачатку награваюць друкавальную галоўку, а потым выкарыстоўваюць вельмі тонкі шасцігранны ключ на 1,5 мм (або гітарны электронны ключ), каб прачысціць горлавіну або сопла. Калі прачыстка не дапамагае, падумайце аб замене трубкі або сопла. Ёсць шмат іншых метадаў, розныя сопла адрозніваюцца, таму вы таксама можаце звярнуцца да вытворцы, каб атрымаць некаторыя з іх.
Рэкамендацыі па выкарыстанні.

Відэа 3D-друку - Як зняць PTFE-трубку
Пошукавыя запыты, звязаныя з PTFE трубкай




Час публікацыі: 30 снежня 2020 г.