
Очистка трубки из ПТФЭ для 3D-принтера
Серия большой емкости
Частицы в горловине 3D-принтера из ПТФЭ будут препятствовать плавному движению нити. Очистите трубку.трубка из ПТФЭ для 3D-принтераПо крайней мере раз в месяц или после возникновения проблем с истиранием нити. Для очистки трубки 3D-принтера из ПТФЭ её необходимо снять с принтера.
Сначала извлеките нить и ознакомьтесь с инструкцией по извлечению нити в разделе «Извлечение нити».
Переведите принтер в положение для технического обслуживания и опустите печатающую головку.
Нажмите макрос > обслуживание
Также можно использовать ПТФЭ для смазки пространства между магнитом и шариком.
Снимите синий зажим с печатающей головки (если он есть).
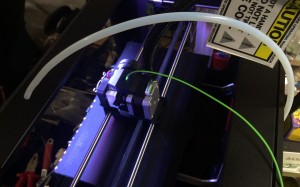
Нажмите пальцами на черное кольцо, а затем потяните трубку вверх, отводя ее от печатающей головки.
Нажмите на черное кольцо на двигателе подающего устройства/экструдера и вытащите трубку.
Отрежьте небольшой кусочек губки или оберните им салфетку. Вставьте его в подающий конец трубки 3D-принтера из ПТФЭ и протолкните через трубку вместе с нитью. Вставьте пробирку обратно в принтер и проверьте правильность положения пробирки относительно печатающей головки (сторона трубки, обращенная к печатающей головке, должна быть слегка скошена снаружи).
Серия настольных столов
Частицы в трубке из ПТФЭ 3D-принтера будут препятствовать плавному движению нити. Очищайте трубку Бурдона не реже одного раза в месяц или после возникновения проблем с истиранием нити. Для очистки трубки из ПТФЭ 3D-принтера ее необходимо снять с принтера.
Сначала извлеките нить и ознакомьтесь с инструкцией по извлечению нити в разделе «Извлечение нити».
Переведите принтер в положение для технического обслуживания и опустите печатающую головку.
Нажмите макрос > обслуживание
Снимите синий зажим с печатающей головки (если он есть).
Нажмите пальцами на черное кольцо, а затем потяните трубку вверх, отводя ее от печатающей головки.
Нажмите на черное кольцо на двигателе подающего устройства/экструдера и вытащите трубку.
Отрежьте небольшой кусочек губки или оберните им салфетку. Вставьте его в подающий конец трубки 3D-принтера из ПТФЭ и протолкните через трубку вместе с нитью. Вставьте пробирку обратно в принтер и проверьте правильность положения пробирки относительно печатающей головки (сторона трубки, обращенная к печатающей головке, должна быть слегка скошена снаружи).
Только Pro Series T850P
Частицы в трубке 3D-принтера из ПТФЭ будут препятствовать плавному движению нити. Очищайте трубку 3D-принтера из ПТФЭ не реже одного раза в месяц или после возникновения проблем с истиранием нити. Для очистки трубки 3D-принтера из ПТФЭ её необходимо снять с принтера.
Чтобы выгрузить нить, ознакомьтесь с инструкцией по выгрузке нити в первом руководстве по работе с нитью.
Переведите принтер в положение для технического обслуживания и опустите печатающую головку.
Нажмите макрос > обслуживание
Снимите синий зажим с печатающей головки (если он есть).
Нажмите пальцами на черное кольцо, а затем потяните трубку вверх, отводя ее от печатающей головки.
Снимите переднюю панель воздухозаборника, защелкнув защелки снаружи.
Нажмите на черное кольцо на двигателе подающего устройства/экструдера и вытащите трубку.
Отрежьте небольшой кусочек губки или оберните им салфетку. Вставьте его в подающий конец трубки из ПТФЭ-материала 3D-принтера и протолкните через трубку вместе с нитью. Вставьте пробирку обратно в принтер и проверьте правильность положения пробирки из ПТФЭ на стороне принтера/печатающей головки (сторона трубки, обращенная к печатающей головке, имеет слегка скошенную кромку снаружи).
Очистите печатающую головку и горловину 3D-принтера из ПТФЭ.
3D-принтеры за время своей работы расплавляют и выдавливают сотни килограммов материала. Весь материал выдавливается из сопла и распыляется.
Диаметр отверстия очень мал, как песчинка. Со временем неизбежно возникнут проблемы, в результате чего экструзия будет происходить неравномерно.
Причин засорения сопла множество, обычно это происходит из-за накопления остатков материала в процессе печати или расширения материала в канале.
Все эти факторы влияют на плавность экструзии материалов.
Шаг 1: вручную нажмите на кнопку подачи
Первым делом нужно повысить температуру печатающей головки, открыть панель управления 3D-принтером и нагреть сопло до температуры, при которой расплавляются расходные материалы, обычно до 230 градусов. Затем нажмите кнопку «подача» и попробуйте вручную протолкнуть небольшой кусочек проволоки (например, проволоку диаметром 10 мм) в сопло. Когда экструдер начнет работать, аккуратно сожмите проволоку в сопле рукой. Во многих случаях такое давление вниз позволит проволоке беспрепятственно пройти через забитый участок.
Шаг 2: возобновление питания
Шаг 3: прочистите трубу или насадку.
Если сопло по-прежнему не может выдавить жидкость, возможно, потребуется прочистить горловину или сопло. Многие пользователи сначала нагревают печатающую головку, а затем используют очень тонкий шестигранный ключ на 1,5 мм (или гитарный ключ типа E-line), чтобы прочистить горловину или сопло. Если прочистка не помогает, рассмотрите возможность замены трубки или сопла. Существует множество других методов, поскольку разные сопла отличаются, поэтому вы также можете проконсультироваться с производителем, чтобы получить необходимые рекомендации.
Рекомендации по применению.

Видео о 3D-печати — Как снять трубку из ПТФЭ
Поисковые запросы, связанные с трубками из ПТФЭ




Дата публикации: 30 декабря 2020 г.