
Informationen zur Reinigung des PTFE-Schlauchs beim 3D-Drucker
Großkapazitätsserie
Partikel im Schlauch des PTFE-3D-Druckers behindern den reibungslosen Filamenttransport. Reinigen Sie den Schlauch.PTFE-Schlauch für 3D-DruckerMindestens einmal im Monat oder nach Auftreten von Filamentabriebproblemen sollte der PTFE-Schlauch des 3D-Druckers gereinigt werden. Dazu muss er aus dem Drucker ausgebaut werden.
Entfernen Sie zuerst das Filament und lesen Sie die Anleitung „Filament entfernen“.
Bringen Sie den Drucker in die Wartungsposition und senken Sie den Druckkopf ab.
Drücken Sie auf Makro > Wartung
Alternativ kann man PTFE als Schmiermittel zwischen Magnet und Kugel verwenden.
Entfernen Sie gegebenenfalls die blaue Klammer vom Druckkopf.
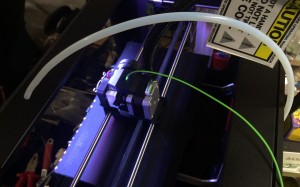
Drücken Sie den schwarzen Ring mit den Fingern nach unten und ziehen Sie dann den Schlauch vom Druckkopf weg.
Drücken Sie den schwarzen Ring am Zuführungs-/Extrudermotor und ziehen Sie den Schlauch heraus.
Schneiden Sie ein kleines Stück Schwamm ab oder wickeln Sie ein Taschentuch darin ein. Führen Sie es in das Zuführungsrohr des PTFE-3D-Druckers ein und schieben Sie es entlang der Filamentlänge durch das Rohr. Setzen Sie das Reagenzglas wieder in den Drucker ein und überprüfen Sie, ob die richtige Seite des Reagenzglases an der richtigen Position des Druckers bzw. des Druckkopfs sitzt. (Die Seite des Reagenzglases, die zum Druckkopf hin ausgerichtet ist, ist außen leicht abgeschrägt.)
Schreibtischserie
Partikel im PTFE-Schlauch eines 3D-Druckers können den reibungslosen Filamenttransport behindern. Reinigen Sie den Bourdon-Schlauch mindestens einmal im Monat oder wenn Filamentreibungsprobleme auftreten. Zur Reinigung muss der PTFE-Schlauch aus dem Drucker ausgebaut werden.
Entfernen Sie zuerst das Filament und lesen Sie die Anleitung „Filament entfernen“.
Bringen Sie den Drucker in die Wartungsposition und senken Sie den Druckkopf ab.
Drücken Sie auf Makro > Wartung
Entfernen Sie gegebenenfalls die blaue Klammer vom Druckkopf.
Drücken Sie den schwarzen Ring mit den Fingern nach unten und ziehen Sie dann den Schlauch vom Druckkopf weg.
Drücken Sie den schwarzen Ring am Zuführungs-/Extrudermotor und ziehen Sie den Schlauch heraus.
Schneiden Sie ein kleines Stück Schwamm ab oder wickeln Sie ein Taschentuch darin ein. Führen Sie es in das Zuführungsrohr des PTFE-3D-Druckers ein und schieben Sie es entlang der Filamentlänge durch das Rohr. Setzen Sie das Reagenzglas wieder in den Drucker ein und überprüfen Sie, ob die richtige Seite des Reagenzglases an der richtigen Position des Druckers bzw. des Druckkopfs sitzt. (Die Seite des Reagenzglases, die zum Druckkopf hin ausgerichtet ist, ist außen leicht abgeschrägt.)
nur Pro Series T850P
Partikel im PTFE-Schlauch des 3D-Druckers behindern den reibungslosen Filamenttransport. Reinigen Sie den Schlauch mindestens einmal im Monat oder wenn Filamentreibungsprobleme auftreten. Zur Reinigung muss der Schlauch aus dem Drucker ausgebaut werden.
Informationen zum Entladen des Filaments finden Sie in der ersten Filamentanleitung.
Bringen Sie den Drucker in die Wartungsposition und senken Sie den Druckkopf ab.
Drücken Sie auf Makro > Wartung
Entfernen Sie gegebenenfalls die blaue Klammer vom Druckkopf.
Drücken Sie den schwarzen Ring mit den Fingern nach unten und ziehen Sie dann den Schlauch vom Druckkopf weg.
Die vordere Luftdiffusorabdeckung lässt sich durch Einklicken der Clips an der Außenseite entfernen.
Drücken Sie den schwarzen Ring am Zuführungs-/Extrudermotor und ziehen Sie den Schlauch heraus.
Schneiden Sie ein kleines Stück Schwamm ab oder wickeln Sie ein Taschentuch darin ein. Führen Sie es in das Zuführungsende des PTFE-Schlauchs Ihres 3D-Druckers ein und schieben Sie es entlang der Filamentlänge durch den Schlauch. Setzen Sie den Testschlauch wieder in den Drucker ein und überprüfen Sie, ob die richtige Seite des PTFE-Testschlauchs an der richtigen Position im Drucker/Druckkopf sitzt. (Die Seite des Schlauchs, die zum Druckkopf zeigt, ist außen leicht abgeschrägt.)
Reinigen Sie den Druckkopf und die PTFE-Düse des 3D-Druckers.
3D-Drucker schmelzen und extrudieren im Laufe ihrer Lebensdauer Hunderte von Kilogramm Material. Das gesamte Material wird durch die Düse herausgepresst und versprüht.
Der Durchmesser der Öffnung ist sehr klein, etwa so groß wie ein Sandkorn. Nach längerem Gebrauch treten daher unweigerlich Probleme auf, die zu einem ungleichmäßigen Ausstoß führen.
Düsenverstopfungen können viele Ursachen haben, meist entstehen sie durch Ablagerungen von Materialrückständen während des Druckvorgangs oder durch die Ausdehnung des Materials im Kanal.
Alle diese Faktoren beeinflussen die reibungslose Extrusion der Materialien.
Schritt 1: Drücken Sie den Vorschub manuell
Als Erstes sollte die Temperatur des Druckkopfs erhöht werden. Öffnen Sie dazu das Bedienfeld des 3D-Druckers und erhitzen Sie die Düse auf eine Temperatur, bei der das Verbrauchsmaterial schmilzt (üblicherweise 230 °C). Klicken Sie anschließend auf „Zuführen“ und versuchen Sie, ein kleines Stück Draht (z. B. 10 mm) manuell in die Düse einzuführen. Sobald der Extruder läuft, drücken Sie den Draht vorsichtig von Hand in die Düse. In vielen Fällen kann dieser Druck nach unten dazu führen, dass der Draht die Verstopfung problemlos überwindet.
Schritt 2: Wiederfüttern
Schritt 3: Rohr oder Düse ausbaggern
Wenn die Düse immer noch kein Material ausstößt, müssen Sie möglicherweise den Düsenhals oder die Düse reinigen. Viele Anwender erhitzen zuerst den Druckkopf und verwenden dann einen sehr dünnen 1,5-mm-Inbusschlüssel (oder eine Gitarrenschnur), um den Düsenhals oder die Düse zu reinigen. Wenn das Reinigen nicht hilft, sollten Sie einen Düsenwechsel in Betracht ziehen. Es gibt viele weitere Methoden, da sich verschiedene Düsen unterscheiden. Sie können sich daher auch an den Hersteller wenden, um weitere Informationen zu erhalten.
Anwendungshinweise.

Video zum 3D-Druck – So entfernen Sie den PTFE-Schlauch
Suchanfragen im Zusammenhang mit PTFE-Schläuchen




Veröffentlichungsdatum: 30. Dezember 2020