
درباره تمیز کردن لوله چاپگر سه بعدی PTFE
سری ظرفیت بزرگ
ذرات موجود در گلوگاه چاپگر سه بعدی PTFE مانع حرکت روان فیلامنت میشوند. لوله را تمیز کنید.لوله PTFE چاپگر سه بعدیحداقل ماهی یک بار، یا پس از مواجهه با مشکلات سایش فیلامنت. برای تمیز کردن تیوب پرینتر سه بعدی PTFE، باید آن را از پرینتر خارج کنید.
ابتدا فیلامنت را بردارید و نحوه کار را در راهنمای "حذف فیلامنت" بخوانید.
چاپگر را به حالت تعمیر و نگهداری منتقل کنید و هد چاپ را پایین بیاورید.
ماکرو > نگهداری را فشار دهید
همچنین میتوانید از PTFE برای روانکاری بین آهنربا و گوی استفاده کنید.
گیره آبی را از هد چاپ (در صورت وجود) جدا کنید.
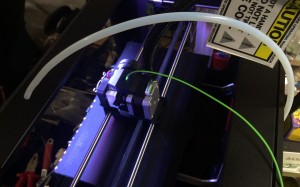
حلقه سیاه را با انگشتان خود فشار دهید و سپس لوله را از هد چاپ به سمت بالا بکشید.
حلقه سیاه روی موتور تغذیه کننده/اکسترودر را فشار دهید و لوله را بیرون بکشید.
یک اسفنج کوچک ببرید یا یک دستمال کاغذی دور آن بپیچید. آن را داخل سر تغذیهکننده لوله پرینتر سه بعدی PTFE قرار دهید و آن را به اندازه طول فیلامنت از لوله عبور دهید. لوله آزمایش را دوباره داخل پرینتر قرار دهید و سمت صحیح لوله آزمایش را در موقعیت صحیح پرینتر/هد چاپ مشاهده کنید. (سمت هد چاپ لوله از بیرون کمی پخ خورده است)
سری میز
ذرات موجود در لوله چاپگر سه بعدی PTFE مانع حرکت روان فیلامنت میشوند. لوله بوردون را حداقل ماهی یک بار یا پس از مواجهه با مشکلات سایش فیلامنت تمیز کنید. برای تمیز کردن لوله چاپگر سه بعدی PTFE، باید آن را از چاپگر خارج کنید.
ابتدا فیلامنت را بردارید و نحوه کار را در راهنمای "حذف فیلامنت" بخوانید.
چاپگر را به حالت تعمیر و نگهداری منتقل کنید و هد چاپ را پایین بیاورید.
ماکرو > نگهداری را فشار دهید
گیره آبی را از هد چاپ (در صورت وجود) جدا کنید.
حلقه سیاه را با انگشتان خود فشار دهید و سپس لوله را از هد چاپ به سمت بالا بکشید.
حلقه سیاه روی موتور تغذیه کننده/اکسترودر را فشار دهید و لوله را بیرون بکشید.
یک اسفنج کوچک ببرید یا یک دستمال کاغذی دور آن بپیچید. آن را داخل سر تغذیهکننده لوله پرینتر سه بعدی PTFE قرار دهید و آن را به اندازه طول فیلامنت از لوله عبور دهید. لوله آزمایش را دوباره داخل پرینتر قرار دهید و سمت صحیح لوله آزمایش را در موقعیت صحیح پرینتر/هد چاپ مشاهده کنید. (سمت هد چاپ لوله از بیرون کمی پخ خورده است)
فقط سری پرو T850P
ذرات موجود در لوله چاپگر سه بعدی PTFE مانع حرکت روان فیلامنت میشوند. لوله چاپگر سه بعدی PTFE را حداقل ماهی یک بار یا پس از مواجهه با مشکلات سایش فیلامنت تمیز کنید. برای تمیز کردن لوله چاپگر سه بعدی PTFE، باید آن را از چاپگر خارج کنید.
برای برداشتن فیلامنت، نحوه برداشتن فیلامنت را در اولین راهنمای فیلامنت بخوانید.
چاپگر را به حالت تعمیر و نگهداری منتقل کنید و هد چاپ را پایین بیاورید.
ماکرو > نگهداری را فشار دهید
گیره آبی را از هد چاپ (در صورت وجود) جدا کنید.
حلقه سیاه را با انگشتان خود فشار دهید و سپس لوله را از هد چاپ به سمت بالا بکشید.
پنل پخش کننده هوای جلویی را با کلیک کردن روی گیرههای بیرونی جدا کنید.
حلقه سیاه روی موتور تغذیه کننده/اکسترودر را فشار دهید و لوله را بیرون بکشید.
یک اسفنج کوچک ببرید یا یک دستمال کاغذی دور آن بپیچید. آن را داخل انتهای تغذیهکننده لوله پرینتر سهبعدی PTFE قرار دهید و آن را به اندازه طول فیلامنت از لوله عبور دهید. لوله آزمایش را دوباره داخل پرینتر قرار دهید و سمت صحیح لوله PTFE آزمایش را در موقعیت صحیح پرینتر/هد چاپ مشاهده کنید. (سمت سر چاپ لوله از بیرون کمی پخ خورده است)
سر چاپ و نازل PTFE را تمیز کنید.
چاپگرهای سهبعدی در طول عمر خود صدها کیلوگرم ماده را ذوب و اکسترود میکنند. تمام مواد از نازل خارج شده و اسپری میشوند.
قطر دهانه بسیار کوچک است، مانند یک دانه شن. پس از مدت زمان طولانی، به ناچار مشکلاتی ایجاد میشود که منجر به عدم صاف بودن اکستروژن میشود.
دلایل زیادی برای انسداد نازل وجود دارد، که معمولاً به دلیل تجمع مواد زائد در مواد در طول فرآیند چاپ یا انبساط مواد در مجرا است.
همه این عوامل بر اکستروژن روان مواد تأثیر میگذارند.
مرحله 1: فید را به صورت دستی فشار دهید
اولین کاری که باید انجام دهید این است که دمای هد چاپ را بالا ببرید، پنل کنترل چاپگر سه بعدی را باز کنید و نازل را تا دمایی که میتواند مواد مصرفی را ذوب کند، معمولاً ۲۳۰ درجه، گرم کنید. سپس، روی "تغذیه" کلیک کنید و سعی کنید به صورت دستی قسمت کوچکی از سیم (مانند سیم ۱۰ میلیمتری) را به داخل نازل فشار دهید. وقتی اکسترودر شروع به کار کرد، سیم را به آرامی با دست به داخل نازل فشار دهید. در بسیاری از موارد، این فشار رو به پایین میتواند باعث شود سیم به آرامی به قسمت مسدود شده نفوذ کند.
مرحله ۲: تغذیه مجدد
مرحله 3: لوله یا نازل را لایروبی کنید
اگر نازل هنوز نمیتواند خارج شود، ممکن است لازم باشد گلوگاه یا نازل را تمیز کنید. بسیاری از کاربران ابتدا هد چاپ را گرم میکنند و سپس از یک آچار شش گوش بسیار نازک ۱.۵ میلیمتری (یا گیتار E-line) برای لایروبی گلوگاه یا نازل استفاده میکنند. اگر لایروبی جواب نداد، تعویض لوله یا نازل را در نظر بگیرید. روشهای بسیار دیگری نیز وجود دارد، نازلهای مختلف متفاوت هستند، بنابراین میتوانید برای تهیه برخی از آنها با سازنده نیز مشورت کنید.
پیشنهاداتی برای استفاده.

ویدیوی چاپ سه بعدی - نحوه جدا کردن لوله PTFE
جستجوهای مرتبط با لوله PTFE




زمان ارسال: 30 دسامبر 2020