
PTFE 3D printerinin borusunu təmizləmək haqqında
Böyük tutumlu seriyalar
PTFE 3D printerinin boğazındakı hissəciklər filamentin hamar hərəkətinə mane olacaq. Boruları təmizləyin3D printer ptfe borusuən azı ayda bir dəfə və ya filament üyütmə problemləri ilə qarşılaşdıqdan sonra. PTFE 3D printerinin borusunu təmizləmək üçün onu printerdən çıxarmaq lazımdır.
Əvvəlcə filamenti çıxarın və "filamenti çıxarmaq" təlimatında necə işlədiləcəyini oxuyun.
Printeri texniki xidmət vəziyyətinə keçirin və çap başlığını aşağı salın.
Makro > texniki xidmət düyməsini basın
Maqnit və top arasında yağlama üçün PTFE-dən də istifadə edə bilərsiniz.
Mavi klipi çap başlığından çıxarın (əgər varsa)
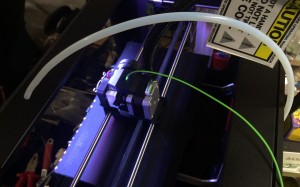
Qara halqanı barmaqlarınızla aşağı basın və sonra borunu çap başlığından yuxarı çəkin.
Qidalandırıcı / ekstruder mühərrikindəki qara halqanı basın və borunu çıxarın.
Kiçik bir süngər kəsin və ya içinə bir dəsmal sarın. Onu PTFE 3D printerinin borusunun qidalandırıcı ucuna yerləşdirin və filament uzunluğunda borudan keçirin. Sınaq borusunu yenidən printerə yerləşdirin və sınaq borusunun düzgün tərəfini printerin / çap başlığının düzgün mövqeyində müşahidə edin. (borunun çap başlığı tərəfi xaricdən bir az əyridir)
Masa seriyası
PTFE 3D printerinin borusundakı hissəciklər filamentin rahat hərəkətinə mane olacaq. Bourdon borusunu ayda ən azı bir dəfə və ya filamentin üyüdülməsi ilə bağlı problemlərlə qarşılaşdıqdan sonra təmizləyin. PTFE 3D printerinin borusunu təmizləmək üçün onu printerdən çıxarmaq lazımdır.
Əvvəlcə filamenti çıxarın və "filamenti çıxarın" təlimatında necə işlədiləcəyini oxuyun.
Printeri texniki xidmət vəziyyətinə keçirin və çap başlığını aşağı salın.
Makro > texniki xidmət düyməsini basın
Mavi klipi çap başlığından çıxarın (əgər varsa)
Qara halqanı barmaqlarınızla aşağı basın və sonra borunu çap başlığından yuxarı çəkin
Qidalandırıcı / ekstruder mühərrikindəki qara halqanı basın və borunu çıxarın.
Kiçik bir süngər kəsin və ya içinə bir dəsmal sarın. Onu PTFE 3D printerinin borusunun qidalandırıcı ucuna yerləşdirin və filament uzunluğunda borudan keçirin. Sınaq borusunu yenidən printerə yerləşdirin və sınaq borusunun düzgün tərəfini printerin / çap başlığının düzgün mövqeyində müşahidə edin. (borunun çap başlığı tərəfi xaricdən bir az əyridir)
Yalnız Pro Seriyası T850P
PTFE 3D printerinin borusundakı hissəciklər filamentin rahat hərəkətinə mane olacaq. PTFE 3D printerinin borusunu ayda ən azı bir dəfə və ya filamentin üyüdülməsi problemləri ilə qarşılaşdıqdan sonra təmizləyin. PTFE 3D printerinin borusunu təmizləmək üçün onu printerdən çıxarmaq lazımdır.
Filamenti boşaltmaq üçün ilk filament təlimatında filamenti necə boşaltmaq barədə oxuyun.
Printeri texniki xidmət vəziyyətinə keçirin və çap başlığını aşağı salın.
Makro > texniki xidmət düyməsini basın
Mavi klipi çap başlığından çıxarın (əgər varsa)
Qara halqanı barmaqlarınızla aşağı basın və sonra borunu çap başlığından yuxarı çəkin.
Ön hava diffuzor panelini xaricdəki sıxaclara basaraq çıxarın.
Qidalandırıcı / ekstruder mühərrikindəki qara halqanı basın və borunu çıxarın.
Kiçik bir süngər kəsin və ya içinə bir dəsmal sarın. Onu PTFE 3D printerinin borusunun qidalandırıcı ucuna yerləşdirin və filament uzunluğunda borudan keçirin. Sınaq borusunu yenidən printerə qoyun və sınaq PTFE borusunun düzgün tərəfini printerin / çap başlığının düzgün mövqeyində müşahidə edin. (borunun çap başlığı tərəfi xaricdən bir az əyridir)
Çap başlığını və PTFE 3D printer boğazını təmizləyin.
3D printerlər ömrü boyu yüzlərlə kiloqram materialı əridib sıxışdırır. Bütün material burundan sıxılaraq püskürür.
Ağızın diametri çox kiçikdir, qum dənəciyi kimidir. Uzun müddətdən sonra qaçılmaz olaraq bəzi problemlər yaranacaq və nəticədə ekstruziya hamar olmayacaq.
Burun tıxanmasının bir çox səbəbi var, adətən çap prosesi zamanı materialda qalığın yığılması və ya kanalda materialın genişlənməsi ilə əlaqədardır.
Bütün bu amillər materialların hamar ekstrüzyonuna təsir göstərir.
Addım 1: yemi əl ilə basın
İlk növbədə çap başlığının temperaturunu qaldırmaq, 3D printerin idarəetmə panelini açmaq və ucluğu istehlak materiallarını əridə biləcək temperatura, adətən 230 dərəcəyə qədər qızdırmaq lazımdır. Daha sonra "yedir" düyməsini basın və telin kiçik bir hissəsini (məsələn, 10 mm tel) ucluğa əl ilə basmağa çalışın. Ekstruder işləməyə başladıqda, teli əllə yavaşca ucluğa sıxın. Bir çox hallarda, bu aşağıya doğru təzyiq telin tıxanmış hissəyə hamar şəkildə nüfuz etməsinə səbəb ola bilər.
Addım 2: Yenidən qidalanma
Addım 3: borunu və ya ucluğu qazın
Əgər başlıq hələ də sıxıla bilmirsə, boğazı və ya başlığı təmizləməlisiniz. Bir çox istifadəçi əvvəlcə çap başlığını qızdırır, sonra boğazı və ya başlığı qazmaq üçün çox nazik 1,5 mm altıbucaqlı açardan (və ya gitara E-xəttindən) istifadə edir. Qazma işə yaramırsa, borunu və ya başlığı dəyişdirməyi düşünün. Bir çox başqa üsullar da var, fərqli başlıqlar fərqlidir, buna görə də bəzi məlumatları əldə etmək üçün istehsalçıya da müraciət edə bilərsiniz.
İstifadə üçün təkliflər.

3D çap videosu - PTFE borusunu necə çıxarmaq olar
PTFE tube ilə əlaqəli axtarışlar




Yayımlanma vaxtı: 30 Dekabr 2020