
Mahitungod sa paglimpyo sa tubo sa PTFE 3D printer
Dakong kapasidad nga serye
Ang mga partikulo sa tutunlan sa PTFE 3D printer makababag sa hapsay nga paglihok sa filament. Limpyohi ang tubo sa3D printer nga tubo nga ptfelabing menos kausa sa usa ka bulan, o human makasugat og mga problema sa paggaling sa filament. Aron malimpyohan ang tubo sa PTFE 3D printer, kinahanglan kini nga tangtangon gikan sa printer.
Kuhaa una ang filament ug basaha kon unsaon pag-operate sa giya nga "pagtangtang sa filament".
Ibalhin ang printer ngadto sa maintenance position ug ipaubos ang print head.
Pindota ang macro > maintenance
Mahimo usab nimo gamiton ang PTFE aron mag-lubricate tali sa magnet ug sa bola.
Kuhaa ang asul nga clip gikan sa print head (kon naa man)
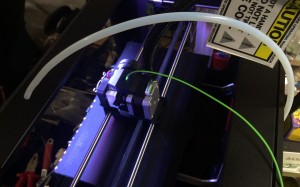
Ipadayon ang itom nga singsing gamit ang imong mga tudlo, ug dayon ibira ang tubo pataas gikan sa print head.
I-press ang itom nga singsing sa feeder / extruder motor ug ibira ang tubo.
Guntinga ang gamay nga espongha o putos og tissue. Isulod kini sa feeder end sa tubo sa PTFE 3D printer ug iduso kini agi sa tubo nga parehas og gitas-on sa filament. Ibalik ang test tube sa printer ug tan-awa ang saktong kilid sa test tube sa saktong posisyon sa printer / print head. (ang kilid sa print head sa tubo medyo naglikoliko sa gawas)
Serye sa lamesa
Ang mga partikulo sa tubo sa PTFE 3D printer makababag sa hapsay nga paglihok sa filament. Limpyohi ang Bourdon tube labing menos kausa sa usa ka bulan, o human makasugat og mga problema sa paggaling sa filament. Aron malimpyohan ang tubo sa PTFE 3D printer, kinahanglan kini nga tangtangon gikan sa printer.
Kuhaa una ang filament ug basaha kon unsaon pag-operate sa giya nga "tangtanga ang filament".
Ibalhin ang printer ngadto sa maintenance position ug ipaubos ang print head.
Pindota ang macro > maintenance
Kuhaa ang asul nga clip gikan sa print head (kon naa man)
Ipadayon ang itom nga singsing gamit ang imong mga tudlo, ug dayon ibira ang tubo pataas gikan sa print head
I-press ang itom nga singsing sa feeder / extruder motor ug ibira ang tubo.
Guntinga ang gamay nga espongha o putos og tissue. Isulod kini sa feeder end sa tubo sa PTFE 3D printer ug iduso kini agi sa tubo nga parehas og gitas-on sa filament. Ibalik ang test tube sa printer ug tan-awa ang saktong kilid sa test tube sa saktong posisyon sa printer / print head. (ang kilid sa print head sa tubo medyo naglikoliko sa gawas)
Pro Series T850P lamang
Ang mga partikulo sa tubo sa PTFE 3D printer makababag sa hapsay nga paglihok sa filament. Limpyohi ang tubo sa PTFE 3D printer labing menos kausa sa usa ka bulan, o human makasugat og mga problema sa paggaling sa filament. Aron malimpyohan ang tubo sa PTFE 3D printer, kinahanglan kini nga tangtangon gikan sa printer.
Para matangtang ang filament, basaha kon unsaon pagtangtang ang filament sa unang giya sa filament.
Ibalhin ang printer ngadto sa maintenance position ug ipaubos ang print head.
Pindota ang macro > maintenance
Kuhaa ang asul nga clip gikan sa print head (kon naa man)
Ipadayon ang itom nga singsing gamit ang imong mga tudlo, ug dayon ibira ang tubo pataas gikan sa print head.
Kuhaa ang atubangan nga air diffuser panel pinaagi sa pag-klik sa mga clip sa gawas.
I-press ang itom nga singsing sa feeder / extruder motor ug ibira ang tubo.
Guntinga ang gamay nga espongha o putos og tissue. Isulod kini sa feeder end sa tubo sa PTFE 3D printer ug iduso kini agi sa tubo nga parehas og gitas-on sa filament. Ibalik ang test tube sa printer ug tan-awa ang saktong kilid sa test PTFE tube sa saktong posisyon sa printer / print head. (Ang kilid sa print head sa tubo medyo naglikoliko sa gawas)
Limpyohi ang print head ug nozzle sa PTFE 3D printer throat.
Ang mga 3D printer makatunaw ug makapagawas ug gatusan ka kilo nga materyal sa tibuok nilang kinabuhi. Ang tanang materyal mogawas sa nozzle ug mo-spray.
Gamay ra kaayo ang diametro sa baba, sama sa balas. Human sa taas nga panahon, dili kalikayan nga adunay mga problema, nga moresulta sa dili hapsay nga pag-extrude.
Daghang mga hinungdan sa pagbara sa nozzle, kasagaran tungod sa pagtapok sa residue sa materyal atol sa proseso sa pag-imprinta, o ang paglapad sa materyal sa duct.
Kining tanan nga mga hinungdan makaapekto sa hapsay nga pag-extrude sa mga materyales.
Lakang 1: mano-mano nga i-press ang feed
Ang unang buhaton mao ang pagpataas sa temperatura sa print head, ablihi ang 3D printer control panel, ug ipainit ang nozzle sa temperatura nga makatunaw sa mga consumable, kasagaran 230 degrees. Sunod, i-klik ang "feed" ug sulayi nga mano-mano nga iduso ang gamay nga bahin sa wire (sama sa 10 mm nga wire) ngadto sa nozzle. Kung magsugod na og dagan ang extruder, hinayhinay nga ipislit ang wire ngadto sa nozzle gamit ang kamot. Sa daghang mga kaso, kini nga paubos nga presyur makahimo sa wire nga hapsay nga makasulod sa nabara nga bahin.
Lakang 2: pag-usab sa pagkaon
Lakang 3: dredge ang tubo o nozzle
Kon dili gihapon makalusot ang nozzle, basin kinahanglan nimong limpyohan ang throat o nozzle. Daghang tiggamit ang mopainit una sa print head, ug dayon mogamit og nipis kaayong 1.5mm hexagon wrench (o guitar E-line) aron dredge ang throat o nozzle. Kon dili mogana ang dredging, hunahunaa ang pag-ilis og tubo o nozzle. Daghan pang ubang mga pamaagi, managlahi ang lain-laing mga nozzle, busa mahimo ka usab nga mokonsulta sa tiggama aron makakuha og pipila.
Mga sugyot sa paggamit.

Ang video sa 3D printing - Unsaon pagtangtang sa PTFE tube
Mga pagpangita nga may kalabotan sa ptfe tube




Oras sa pag-post: Disyembre 30, 2020