
Der barê paqijkirina lûleya çapkerê PTFE 3D de
Rêzeya kapasîteya mezin
Parçeyên di qirikê çapkerê PTFE 3D de dê tevgera nerm a fîlamentê asteng bikin. Lûleyê paqij bikinLûleya ptfe ya çapkerê 3Dherî kêm mehê carekê, an jî piştî ku rastî pirsgirêkên hûrkirina fîlamentê hatibin. Ji bo paqijkirina lûleya çapkerê PTFE 3D, divê ew ji çapkerê were derxistin.
Pêşî fîlamentê derxînin û di rêbernameya "rakirina fîlamentê" de çawaniya xebitandinê bixwînin.
Çapkerê bibin pozîsyona lênêrînê û serê çapkirinê dakêşin.
Makroyê bikirtînin > lênêrîn
Her weha hûn dikarin PTFE-yê bikar bînin da ku di navbera mıknatîs û gogê de rûn bikin.
Klîpa şîn ji serê çapkirinê derxînin (eger hebe)
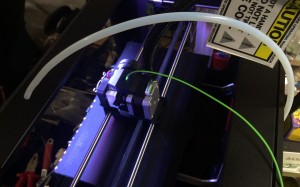
Bi tiliyên xwe xeleka reş bipêçin, û dûv re lûleyê ji serê çapkirinê dûr bixin.
Xeleka reş a li ser motora xwarinçêker / ekstraderê bikirtînin û lûleyê derxînin.
Îspongek biçûk jê bike an jî destmalekê tê de bipêçe. Wê têxe dawiya lûleya çapkera PTFE 3D û bi dirêjahiya fîlamentê di nav lûleyê re derbas bike. Lûleya ceribandinê dîsa têxe nav çapkerê û aliyê rast ê lûleya ceribandinê li cihê rast ê çapker/serê çapkirinê binêre. (aliyê serê çapkirinê yê lûleyê ji derve hinekî qurmiçî ye)
Rêzeya maseyê
Parçeyên di lûleya çapkerê PTFE 3D de dê tevgera nerm a fîlamentê asteng bikin. Lûleya Bourdon herî kêm mehê carekê, an jî piştî ku hûn rastî pirsgirêkên hûrkirina fîlamentê werin, paqij bikin. Ji bo paqijkirina lûleya çapkerê PTFE 3D, divê ew ji çapkerê were derxistin.
Pêşî fîlamentê derxînin û di rêbernameya "rakirina fîlamentê" de çawaniya xebitandinê bixwînin.
Çapkerê bibin pozîsyona lênêrînê û serê çapkirinê dakêşin.
Makroyê bikirtînin > lênêrîn
Klîpa şîn ji serê çapkirinê derxînin (eger hebe)
Bi tiliyên xwe xeleka reş bipêçin, û dûv re lûleyê ji serê çapkirinê dûr bixin.
Xeleka reş a li ser motora xwarinçêker / ekstraderê bikirtînin û lûleyê derxînin.
Îspongek biçûk jê bike an jî destmalekê tê de bipêçe. Wê têxe dawiya lûleya çapkera PTFE 3D û bi dirêjahiya fîlamentê di nav lûleyê re derbas bike. Lûleya ceribandinê dîsa têxe nav çapkerê û aliyê rast ê lûleya ceribandinê li cihê rast ê çapker/serê çapkirinê binêre. (aliyê serê çapkirinê yê lûleyê ji derve hinekî qurmiçî ye)
Tenê Pro Series T850P
Parçeyên di lûleya çapkerê PTFE 3D de dê tevgera xweş a fîlamentê asteng bikin. Lûleya çapkerê PTFE 3D herî kêm mehê carekê, an jî piştî ku hûn rastî pirsgirêkên hûrkirina fîlamentê werin, paqij bikin. Ji bo paqijkirina lûleya çapkerê PTFE 3D, divê ew ji çapkerê were derxistin.
Ji bo daxistina fîlamentê, di rêbernameya yekem a fîlamentê de bixwînin ka meriv çawa fîlamentê dadixe.
Çapkerê bibin pozîsyona lênêrînê û serê çapkirinê dakêşin.
Makroyê bikirtînin > lênêrîn
Klîpa şîn ji serê çapkirinê derxînin (eger hebe)
Bi tiliyên xwe xeleka reş bipêçin, û dûv re lûleyê ji serê çapkirinê dûr bixin.
Panela belavkera hewayê ya pêşiyê bi tikandina klîpên li derve derxînin.
Xeleka reş a li ser motora xwarinçêker / ekstraderê bikirtînin û lûleyê derxînin.
Îspongek biçûk jê bikin an jî destmalekê tê de bipêçin. Wê têxin dawiya lûleya çapkera PTFE 3D û bi dirêjahiya fîlamentê di nav lûleyê re derbas bikin. Lûleya ceribandinê dîsa têxin nav çapkerê û aliyê rast ê lûleya PTFE ya ceribandinê li cihê rast ê çapker / serê çapkirinê bibînin. (Aliyê serê çapkirinê yê lûleyê ji derve hinekî qurmiçî ye)
Serê çapkirinê û qirika nozula çapkerê PTFE 3D paqij bikin.
Çapkerên 3D di tevahiya temenê xwe de bi sedan kîlogram materyal dihelînin û derdixin. Hemû materyal ji nozulê derdikevin û dirijînin.
Qûtra devê pir piçûk e, mîna dendikek qûmê. Piştî demek dirêj, bê guman hin pirsgirêk dê derkevin holê, di encamê de derxistin ne nerm e.
Gelek sedem hene ji bo astengkirina nozulê, bi gelemperî ji ber kombûna bermayiyan di materyalê de di dema pêvajoya çapkirinê de, an jî berfirehbûna materyalê di kanalê de.
Hemî van faktoran bandor li ser derxistina xweş a materyalan dikin.
Gav 1: xwarinê bi destan bikirtînin
Yekem tiştê ku divê were kirin ev e ku germahiya serê çapkirinê were bilindkirin, panela kontrolê ya çapkerê 3D were vekirin û nozulê heta germahiyek ku dikare madeyên xerckirinê bihelîne, bi gelemperî 230 pile, germ bikin. Piştre, bikirtînin "xwarin" û hewl bidin ku bi destan beşek piçûk a têlê (wek têla 10 mm) têxin nav nozulê. Dema ku ekstruder dest bi xebatê dike, têlê bi nermî bi destan têxin nav nozulê. Di gelek rewşan de, ev zexta ber bi jêr ve dikare bibe sedem ku têl bi nermî derbasî beşa astengkirî bibe.
Gava 2: ji nû ve xwarindan
Pêngava 3: Borî an jî nozûlê bikolin
Eger nozulê hîn jî nikaribe derkeve, dibe ku hûn hewce bikin ku qirik an nozulê paqij bikin. Gelek bikarhêner pêşî serê çapkirinê germ dikin, û dûv re mifteyek şeşgoşeyî ya pir zirav a 1.5 mm (an jî xeta E ya gîtarê) bikar tînin da ku qirik an nozulê bikolin. Ger kolandin nexebite, guhertina lûle an nozulê bifikirin. Gelek rêbazên din hene, nozulên cûda cûda ne, ji ber vê yekê hûn dikarin ji bo hin tiştan bi hilberîner re jî şêwir bikin.
Pêşniyarên ji bo karanînê.

Vîdyoya çapkirina 3D - Meriv çawa lûleya PTFE derdixe
Lêgerînên têkildarî lûleya ptfe




Dema weşandinê: 30ê Kanûna Pêşîn a 2020an