
Par PTFE 3D printera caurules tīrīšanu
Lielas ietilpības sērija
PTFE 3D printera rīklē esošās daļiņas traucēs kvēldiega vienmērīgu kustību. Notīriet caurulīti.3D printera ptfe caurulevismaz reizi mēnesī vai pēc tam, kad rodas problēmas ar kvēldiega slīpēšanu. Lai iztīrītu PTFE 3D printera cauruli, tā ir jāizņem no printera.
Vispirms izņemiet kvēldiegu un izlasiet, kā to lietot, rokasgrāmatā "Kvēldiega noņemšana".
Pārvietojiet printeri apkopes pozīcijā un nolaidiet drukas galviņu.
Nospiediet makro > apkope
Varat arī izmantot PTFE, lai ieeļļotu vietu starp magnētu un lodīti.
Noņemiet zilo klipsi no drukas galviņas (ja tāda ir)
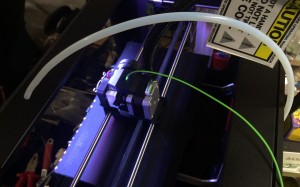
Ar pirkstiem nospiediet melno gredzenu uz leju un pēc tam pavelciet cauruli uz augšu prom no drukas galviņas.
Nospiediet melno gredzenu uz padevēja/ekstrūdera motora un izvelciet cauruli.
Nogrieziet nelielu sūkli vai ietiniet tajā salveti. Ievietojiet to PTFE 3D printera caurules padeves galā un izbīdiet to caur cauruli kvēldiega garumā. Ievietojiet mēģeni atpakaļ printerī un ievērojiet pareizo mēģenes pusi pareizajā printera/drukas galviņas pozīcijā. (Caurules drukas galviņas puse no ārpuses ir nedaudz nošķelta.)
Rakstāmgalda sērija
PTFE 3D printera caurulē esošās daļiņas traucēs kvēldiega vienmērīgu kustību. Burdona caurulīti tīriet vismaz reizi mēnesī vai pēc tam, kad esat saskāries ar kvēldiega slīpēšanas problēmām. Lai iztīrītu PTFE 3D printera caurulīti, tā ir jāizņem no printera.
Vispirms izņemiet kvēldiegu un izlasiet norādījumus par darbību rokasgrāmatā "kvēldiega noņemšana".
Pārvietojiet printeri apkopes pozīcijā un nolaidiet drukas galviņu.
Nospiediet makro > apkope
Noņemiet zilo klipsi no drukas galviņas (ja tāda ir)
Ar pirkstiem nospiediet melno gredzenu uz leju un pēc tam pavelciet cauruli uz augšu prom no drukas galviņas.
Nospiediet melno gredzenu uz padevēja/ekstrūdera motora un izvelciet cauruli.
Nogrieziet nelielu sūkli vai ietiniet tajā salveti. Ievietojiet to PTFE 3D printera caurules padeves galā un izbīdiet to caur cauruli kvēldiega garumā. Ievietojiet mēģeni atpakaļ printerī un ievērojiet pareizo mēģenes pusi pareizajā printera/drukas galviņas pozīcijā. (Caurules drukas galviņas puse no ārpuses ir nedaudz nošķelta.)
Tikai Pro sērijas T850P
PTFE 3D printera caurulē esošās daļiņas traucēs kvēldiega vienmērīgu kustību. Tīriet PTFE 3D printera cauruli vismaz reizi mēnesī vai pēc tam, kad esat saskāries ar kvēldiega slīpēšanas problēmām. Lai iztīrītu PTFE 3D printera cauruli, tā ir jāizņem no printera.
Lai izņemtu kvēldiegu, izlasiet norādījumus par kvēldiega izņemšanu pirmajā kvēldiega vadotnē.
Pārvietojiet printeri apkopes pozīcijā un nolaidiet drukas galviņu.
Nospiediet makro > apkope
Noņemiet zilo klipsi no drukas galviņas (ja tāda ir)
Ar pirkstiem nospiediet melno gredzenu uz leju un pēc tam pavelciet cauruli uz augšu prom no drukas galviņas.
Noņemiet priekšējo gaisa difuzora paneli, noklikšķinot uz skavām ārpusē.
Nospiediet melno gredzenu uz padevēja/ekstrūdera motora un izvelciet cauruli.
Nogrieziet nelielu sūkli vai ietiniet tajā salveti. Ievietojiet to PTFE 3D printera caurules padeves galā un izbīdiet to caur cauruli kvēldiega garumā. Ievietojiet testa mēģeni atpakaļ printerī un novērojiet testa PTFE caurules pareizo pusi pareizajā printera/drukas galviņas pozīcijā. (Caurules drukas galviņas puse no ārpuses ir nedaudz nošķelta.)
Notīriet drukas galviņu un sprauslas PTFE 3D printera kaklu.
3D printeri savas kalpošanas laikā izkausē un izspiež simtiem kilogramu materiāla. Viss materiāls izspiedīsies no sprauslas un izsmidzinās
Mutes diametrs ir ļoti mazs, līdzīgs smilšu graudam. Pēc ilga laika neizbēgami radīsies dažas problēmas, kā rezultātā ekstrūzija nebūs vienmērīga.
Sprauslu aizsprostošanai ir daudz iemeslu, parasti tie ir saistīti ar atlikumu uzkrāšanos materiālā drukas procesa laikā vai materiāla izplešanos kanālā.
Visi šie faktori ietekmē materiālu vienmērīgu ekstrūziju.
1. darbība: manuāli nospiediet padevi
Pirmais, kas jādara, ir paaugstināt drukas galviņas temperatūru, atvērt 3D printera vadības paneli un uzsildīt sprauslu līdz temperatūrai, kas var izkausēt palīgmateriālus, parasti 230 grādi. Pēc tam noklikšķiniet uz "padeves" un mēģiniet manuāli iespiest nelielu stieples daļu (piemēram, 10 mm stiepli) sprauslā. Kad ekstrūderis sāk darboties, uzmanīgi ar roku iespiediet stiepli sprauslā. Daudzos gadījumos šis lejupvērstais spiediens var panākt, ka vads vienmērīgi iekļūst bloķētajā daļā.
2. darbība: atkārtota barošana
3. solis: izrakt cauruli vai sprauslu
Ja sprausla joprojām nevar izspiesties, iespējams, būs jāattīra kaklu vai sprausla. Daudzi lietotāji vispirms uzsilda drukas galviņu un pēc tam izmanto ļoti plānu 1,5 mm sešstūra atslēgu (vai ģitāras E-veida uzgriežņu atslēgu), lai izraktu kaklu vai sprauslu. Ja izrakšana nepalīdz, apsveriet iespēju nomainīt cauruli vai sprauslu. Ir arī daudzas citas metodes, dažādas sprauslas atšķiras, tāpēc varat arī konsultēties ar ražotāju, lai iegūtu dažus
Lietošanas ieteikumi.

3D drukāšanas video — kā noņemt PTFE cauruli
Ar ptfe caurulēm saistīti meklējumi




Publicēšanas laiks: 2020. gada 30. decembris