
Połącz przewód hamulcowy ze stali nierdzewnej w oplocie PTFE i końcówki przewodu AN
Krok 1
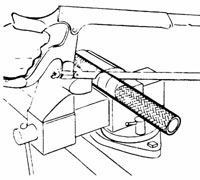
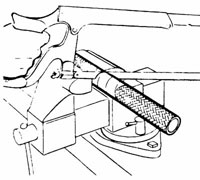
Owiń wąż wokół nacięcia taśmą z włókna szklanego. Użyj nożyka lub bardzo cienkiej piły do metalu, aby przeciąć wąż pod kątem prostym. Usuń taśmę i przepłucz luźne przewody rurą. Zadziory na średnicy rury należy usunąć nożem. Oczyść wewnętrzną średnicę węża.
Czasami oplot z metalowego drutu otwiera się na jednym końcu i opada na drugim. Można to wykorzystać. Nasuń dwa gniazda tyłem do siebie na dolny koniec szyjki węża i umieść je około 7,5 cm od każdego końca. Zamontuj końcówkę węża w imadle, a następnie dopasuj otwór węża do rozmiaru rurki i pomóż oddzielić oplot od rurki przed montażem tulei.
Krok 2
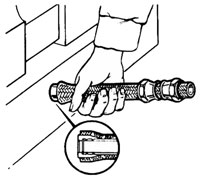
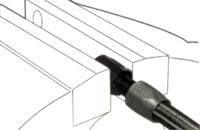
Przeciągnij miedzianą tuleję ręcznie przez koniec rury i wciśnij ją pod oplot. Ustawienie tulei kończy się dociśnięciem końca węża do płaskiej powierzchni. Sprawdź wzrokowo tuleję, aby określić położenie końca rury względem wewnętrznego kołnierza. Włóż końcówkę tulei do rury, wbijając okrągły stempel stożkowy lub trzpień rozszerzany w koniec rurki PTFE.
Krok 3
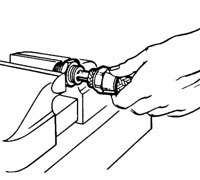
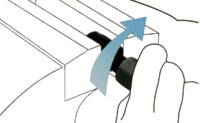
Przytrzymaj akcesorium za pomocą gładkiego lub miękkiego imadła. Nasmaruj nyple i gwinty. Standardowe stalowe złączki rurowe można smarować smarem na bazie ropy naftowej; do złączy ze stali nierdzewnej należy stosować smar molibdenowy (na przykład Molykote typu G). W żadnym wypadku nie należy stosować smarów zawierających chlorki. Przepchnij wąż przez nypel ruchem obrotowym, aż znajdzie się blisko sfazowania nypla. Przesuń mufę do przodu i zacznij nakręcać ją na gwint montażowy.
Krok 4
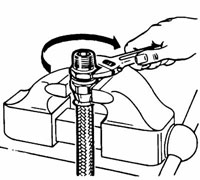
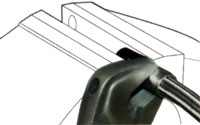
Dokręć kluczem, aż szczelina między wewnętrznym sześciokątem tulei nie przekroczy 1/32". W razie potrzeby dokręć jeszcze mocniej akcesoria zegarka lub wyreguluj narożniki gniazda i sześciokąta. Przeprowadź testy czyszczenia i weryfikacji pod dwoma ciśnieniami roboczymi i sprawdź wszystkie zespoły.
Podczas demontażu należy najpierw odkręcić śrubę, a następnie zdjąć złączkę. Stukając w płaską powierzchnię, należy odsunąć nasadkę od końca węża. Zdjąć obudowę szczypcami i wyrzucić.
Ważna uwaga: Akcesorium można zdemontować i ponownie użyć co najmniej raz; należy jednak dokładnie sprawdzić koniec węża pod kątem skręcenia, uszkodzenia gwintu i zapadnięcia. Za każdym razem, gdy jeden koniec węża jest używany, należy założyć nową tuleję.
Podłącz wąż paliwowy/olejowy z oplotem PTFE ze stali nierdzewnej i końcówki węża AN
Jeśli jesteś przyzwyczajony do tradycyjnych czerwonych i niebieskich końcówek węży z gumową wyściółką i stalowym oplotem, pierwszą rzeczą, jaką możesz zauważyć, będzie to, że srebrny kołnierz tych akcesoriów będzie się zsuwał po czarnym korpusie.
To normalne!
W przeciwieństwie do tradycyjnych końcówek węży, tych dwóch części nie da się skręcić. W rzeczywistości nie zetkną się one ze sobą, dopóki montaż nie będzie prawie kompletny.
Srebrny kołnierz ma konstrukcję lekko luźno przylegającą do węża. W rzeczywistości pozwala on jedynie na ostateczny krok dokręcania w systemie szesnastkowym. Czarna część wewnętrzna wkręca się w sztywną wyściółkę PTFE podczas montażu. (Technicznie rzecz biorąc, srebrny kołnierz został zaprojektowany tak, aby ściśle przylegać do węża, ale po pierwszym założeniu na wąż, będzie się luzować).
Krok 1
Użyj obcinaka lub bardzo cienkiej piły do metalu, aby przyciąć wąż pod kątem prostym. Aby zminimalizować dźwięk oplotu, owiń wąż aramidowy typu 910 niebieską taśmą malarską o niskiej lepkości lub owiń wąż ze stali nierdzewnej typu 811 taśmą z włókna szklanego. Nie zdejmuj taśmy, dopóki nie będziesz gotowy do przejścia do kroku 2.

Krok 2
Zdejmij taśmę, a następnie szybko włóż wąż do gniazda. Włóż wąż ruchem obrotowym i przeciągnij pleciony pasek, obracając go. Te łatwe w montażu końcówki węża nie wymagają użycia narzędzi Koul.
Krok 3
Zaciśnij końcówki węży za pomocą gładkiego lub miękkiego imadła i nasmaruj gwinty lekkim olejem
Krok 4
Obracając wąż, mocno dociśnij go do gwintu. Kontynuuj obracanie węża, aż pierwsze trzy lub cztery gwinty się zazębią.
Krok 5
Dokręć nasadkę kluczem. Kontynuuj obrót nasadki, aż dotrze do dolnej krawędzi gwintu. Ważna uwaga: Gdy nasadka dotrze do dolnej krawędzi gwintu, kontynuuj obrót o dwa obroty.

Krok 6
Dokładnie wyczyść zespół. Przeprowadź testy weryfikacyjne pod dwoma ciśnieniami roboczymi i dokładnie sprawdź wszystkie zespoły.
Jesteśmy profesjonalnym producentemWąż pleciony PTFEi naszeWąż PTFE w oplocie AN range is from AN3 to AN20, also available for the outer options of PVC/PU/PA coated, Dacron/Nylon/Aramid braided and etc. If you have any inquiry, please freely contact us sales02@zx-ptfe.com
Wyszukiwania związane z wężem PTFE:



Czas publikacji: 22-01-2021