

പോളിടെട്രാഫ്ലൂറോഎത്തിലീൻ അഥവാ PTFE, മിക്കവാറും എല്ലാ പ്രധാന വ്യവസായങ്ങളിലും വ്യാപകമായി ഉപയോഗിക്കുന്ന ഒരു സാധാരണ വസ്തുവാണ്. ഈ അൾട്രാ-ലൂബ്രിയസ്, മൾട്ടി-ഉപയോഗ ഫ്ലൂറോപോളിമർ, എയ്റോസ്പേസ്, ഓട്ടോമോട്ടീവ് വ്യവസായങ്ങൾ (കേബിളിംഗിലെ ഇൻസുലേറ്റിംഗ് കവറായി) മുതൽ സംഗീത ഉപകരണ അറ്റകുറ്റപ്പണികൾ വരെ (ഇത് വാൽവ് ഓയിൽ ബ്രാസ്, വുഡ്വിൻഡ് ഉപകരണങ്ങളിൽ അവയുടെ ചലിക്കുന്ന ഭാഗങ്ങളിൽ ഉപയോഗിക്കുന്നതിന് കാണപ്പെടുന്നു) എല്ലാവരെയും സ്പർശിക്കുന്നു. ഒരുപക്ഷേ ഇതിന്റെ ഏറ്റവും പ്രശസ്തമായ ഉപയോഗം പാത്രങ്ങളിലും ചട്ടികളിലും നോൺ-സ്റ്റിക്ക് പ്രതലമായി ഉപയോഗിക്കുന്നു. PTFE മോൾഡഡ് ഭാഗങ്ങളായി രൂപപ്പെടുത്താം; ഫ്ലെക്സിബിൾ പൈപ്പ് ജോയിന്റുകൾ, വാൽവ് ബോഡികൾ, ഇലക്ട്രിക്കൽ ഇൻസുലേറ്ററുകൾ, ബെയറിംഗുകൾ, ഗിയറുകൾ എന്നിവയായി ഉപയോഗിക്കുന്നു; കൂടാതെ ട്യൂബുകളായി എക്സ്ട്രൂഡ് ചെയ്യുന്നു.
PTFE യുടെ അമിതമായ രാസ പ്രതിരോധവും രാസ നിഷ്ക്രിയത്വവും, ഭാരം കുറഞ്ഞതും എന്നാൽ ശക്തവുമായ ഗുണങ്ങളും മെഡിക്കൽ ഉപകരണങ്ങളുടെ നിർമ്മാണത്തിലും ഉപയോഗത്തിലും ഇതിനെ വളരെ പ്രയോജനകരമാക്കുന്നു. അതിന്റെ അസാധാരണമാംവിധം കുറഞ്ഞ ഘർഷണ ഗുണകം (ഉപരിതലം ശ്രദ്ധേയമായി വഴുക്കലുള്ളതാണെന്ന് പറയുന്നതിനുള്ള ഒരു ഗണിതശാസ്ത്ര മാർഗമാണിത്) കാരണം,PTFE ട്യൂബിംഗ്ശസ്ത്രക്രിയയ്ക്കിടെ ശരീരത്തിലേക്ക് സുരക്ഷിതമായി കടന്നുപോകേണ്ടതും പരിശുദ്ധി നിലനിർത്തേണ്ടതുമായ കഠിനമായ രാസവസ്തുക്കളോ മെഡിക്കൽ ഉപകരണങ്ങളോ കൈമാറാൻ ഇത് ഉപയോഗിക്കാം. PTFE ട്യൂബിംഗ് വളരെ ലൂബ്രിക്കന്റ്, പ്രതിരോധശേഷിയുള്ളതും നേർത്തതുമാണ്, അതിനാൽ സ്റ്റെന്റുകൾ, ബലൂണുകൾ, അതെറെക്ടമി, അല്ലെങ്കിൽ ആൻജിയോപ്ലാസ്റ്റി ഉപകരണങ്ങൾ പോലുള്ള ഉപകരണങ്ങൾ സ്നാഗുകളുടെയോ തടസ്സങ്ങളുടെയോ ഭീഷണിയില്ലാതെ സ്വതന്ത്രമായി സ്ലൈഡ് ചെയ്യേണ്ട ഒരു ഗൈഡിംഗ് കത്തീറ്റർ ഐഡിക്ക് (അകത്തെ വ്യാസം) ഇത് അനുയോജ്യമാണ്. ഈ വസ്തുക്കളിൽ ഒന്നും പറ്റിപ്പിടിക്കാത്തതിനാൽ, ബാക്ടീരിയകളുടെയും മറ്റ് പകർച്ചവ്യാധി ഏജന്റുകളുടെയും ട്യൂബുകളിൽ പറ്റിപ്പിടിക്കാനുള്ള കഴിവിനെ ഇത് തടസ്സപ്പെടുത്തുകയും ആശുപത്രി അണുബാധകൾക്ക് കാരണമാവുകയും ചെയ്യും.
PTFE യുടെ ഈ അവിശ്വസനീയമായ ഗുണങ്ങളെല്ലാം സൂചിപ്പിക്കുന്നത് അത് മിക്കവാറും എപ്പോഴും മറ്റെന്തെങ്കിലുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു എന്നാണ്. ഇത് ഒരു കോട്ടിംഗായോ, സീലിംഗ് ഗാസ്കറ്റായോ, അല്ലെങ്കിൽ പെബാക്സ് ജാക്കറ്റുകളും പ്ലാസ്റ്റിക് കണക്റ്റീവ് ഫെറൂളുകളും ഉള്ള ട്യൂബിംഗായോ ഉപയോഗിക്കുകയാണെങ്കിൽ, അത് മറ്റൊരു മെറ്റീരിയലുമായി പറ്റിനിൽക്കേണ്ടതിന്റെ ആവശ്യകത വളരെ കൂടുതലാണ്. ഞങ്ങൾ ഇതിനകം പറഞ്ഞ കാര്യം നിങ്ങൾ ശ്രദ്ധിച്ചിരിക്കാം: PTFE യിൽ ഒന്നും പറ്റിനിൽക്കുന്നില്ല. മെഡിക്കൽ ഉപകരണ കമ്പനികൾക്ക് ഈ മെറ്റീരിയലിനെ ഇത്രയധികം ആകർഷകമാക്കുന്ന ഗുണങ്ങൾ ഉൽപ്പന്ന വികസനത്തിലും ഉൽപാദനത്തിലും ഉൽപാദന വെല്ലുവിളികൾ സൃഷ്ടിക്കുന്നു. കോട്ടിംഗുകൾ, ഇലാസ്റ്റോമറുകൾ, മറ്റ് ഉപകരണ ഘടകങ്ങൾ എന്നിവ PTFE യിൽ പാലിക്കുന്നത് അവിശ്വസനീയമാംവിധം വെല്ലുവിളി നിറഞ്ഞതാണ്, കൂടാതെ കർശനമായ പ്രക്രിയ നിയന്ത്രണങ്ങൾ ആവശ്യമാണ്.
അപ്പോൾ, നിർമ്മാതാക്കൾ എങ്ങനെയാണ് വ്യാപകമായി ഉപയോഗിക്കുന്ന, ബന്ധിപ്പിക്കാൻ കഴിയാത്ത ഈ മെറ്റീരിയൽ ബോണ്ടബിൾ ആക്കുന്നത്? ഇത് ശരിയായി കൈകാര്യം ചെയ്തിട്ടുണ്ടെന്നോ തയ്യാറാക്കിയിട്ടുണ്ടെന്നോ ബോണ്ടിനോ കോട്ടിംഗിനോ തയ്യാറാണെന്നും അവർക്ക് എങ്ങനെ അറിയാം?
PTFE രാസപരമായി എച്ചിംഗ് ചെയ്യുന്നതിന്റെ പ്രാധാന്യം
എന്തുകൊണ്ടാണ് കെമിക്കൽ എച്ചിംഗ് ആവശ്യമായി വരുന്നതെന്ന് വിശദീകരിക്കാൻ, PTFE യുടെ ബോണ്ടബിലിറ്റിയുടെ അഭാവത്തിന് കാരണം എന്താണെന്ന് മനസ്സിലാക്കേണ്ടത് ആവശ്യമാണ്. PTFE വളരെ സ്ഥിരതയുള്ള കെമിക്കൽ ബോണ്ടുകൾ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഇത് മറ്റൊന്നുമായും, ഹ്രസ്വകാലത്തേക്ക് പോലും, ചേരുന്നത് ബുദ്ധിമുട്ടാക്കുന്നു.
PTFE രാസപരമായി നിഷ്ക്രിയമായതിനാൽ, അതായത് ഉപരിതലം അത് സമ്പർക്കത്തിൽ വരുന്ന ഏതെങ്കിലും രാസ തന്മാത്രകളുമായും, വായുവിലുള്ളവയുമായോ മറ്റ് വസ്തുക്കളുടെ ഉപരിതലത്തിലുള്ളവയുമായോ പ്രതിപ്രവർത്തിക്കുന്നില്ല, അതിനാൽ കേബിളിംഗ്, ലോഹങ്ങൾ അല്ലെങ്കിൽ ട്യൂബിംഗുമായി ബന്ധിപ്പിക്കുന്നതിന് അതിന്റെ ഉപരിതലം രാസപരമായി പരിഷ്കരിക്കേണ്ടതുണ്ട്.
എല്ലാ അഡീഷനും ഒരു രാസ പ്രക്രിയയാണ്, അതിൽ ഒരു പ്രതലത്തിലെ മുകളിലെ 1-5 തന്മാത്രാ പാളികൾ അതിൽ പ്രയോഗിക്കുന്ന ഏത് പ്രതലത്തിന്റെയും മുകളിലെ 1-5 തന്മാത്രാ പാളികളിലെ രാസവസ്തുക്കളുമായി സംവദിക്കുന്നു. അതിനാൽ, വിജയകരമായി ബന്ധിപ്പിക്കുന്നതിന് PTFE യുടെ ഉപരിതലം രാസപരമായി നിഷ്ക്രിയമാക്കുന്നതിന് പകരം രാസപരമായി പ്രതിപ്രവർത്തനക്ഷമമാക്കേണ്ടതുണ്ട്. മെറ്റീരിയൽസ് സയൻസിൽ, ഉയർന്ന പ്രതിപ്രവർത്തനക്ഷമതയുള്ളതും മറ്റ് തന്മാത്രകളുമായി ബന്ധിപ്പിക്കാൻ ആഗ്രഹിക്കുന്നതുമായ ഒരു ഉപരിതലത്തെ "ഉയർന്ന ഊർജ്ജ ഉപരിതലം" എന്ന് വിളിക്കുന്നു. അതിനാൽ PTFE യെ "കുറഞ്ഞ ഊർജ്ജ" അവസ്ഥയിൽ നിന്ന്, അതായത് അതിന്റെ അടിസ്ഥാന അവസ്ഥയിൽ നിന്ന്, "ഉയർന്ന ഊർജ്ജ", ബോണ്ടബിൾ ഗുണത്തിലേക്ക് മാറ്റേണ്ടതുണ്ട്.
ഇത് ചെയ്യുന്നതിന് ചില വഴികളുണ്ട്, അതിൽ വാക്വം പ്ലാസ്മ ചികിത്സ ഉൾപ്പെടുന്നു, കൂടാതെ പിവിസി അല്ലെങ്കിൽ പോളിയോലിഫിനുകൾക്കായി രൂപകൽപ്പന ചെയ്ത പ്രൈമറുകൾ സാൻഡ് ചെയ്യുകയോ, അബ്രേഡ് ചെയ്യുകയോ, ഉപയോഗിക്കുകയോ ചെയ്തുകൊണ്ട് PTFE-യിൽ ഒരു ബോണ്ടബിൾ ഉപരിതലം നേടാൻ കഴിയുമെന്ന് പറയുന്ന ചിലരുണ്ട്. എന്നിരുന്നാലും, ഏറ്റവും സാധാരണവും ശാസ്ത്രീയമായി തെളിയിക്കപ്പെട്ടതുമായ രീതി കെമിക്കൽ എച്ചിംഗ് എന്ന പ്രക്രിയയാണ്.
എച്ചിംഗ് PTFE യുടെ (എല്ലാ ഫ്ലൂറോപോളിമറുകളും നിർമ്മിക്കുന്ന) ചില കാർബൺ-ഫ്ലൂറിൻ ബോണ്ടുകളെ തകർക്കുന്നു, ഫലത്തിൽ, എച്ചിംഗ് ചെയ്ത ഭാഗത്തിന്റെ രാസ സ്വഭാവസവിശേഷതകൾ മാറ്റുന്നു, ഇത് ഒരു നിഷ്ക്രിയ പ്രതലത്തിൽ നിന്ന് സജീവവും മറ്റ് വസ്തുക്കളുമായി രാസപരമായി ഇടപഴകാൻ കഴിയുന്നതുമായ ഒന്നിലേക്ക് മാറ്റുന്നു. തത്ഫലമായുണ്ടാകുന്ന പ്രതലം കുറഞ്ഞ ലൂബ്രിഷ്യസ് ആണ്, പക്ഷേ ഇപ്പോൾ മറ്റ് വസ്തുക്കളുമായി ഒട്ടിക്കാനോ വാർത്തെടുക്കാനോ ബന്ധിപ്പിക്കാനോ കഴിയുന്ന ഒരു പ്രതലമാണ്, അതുപോലെ തന്നെ അത് അച്ചടിക്കാനോ കൊത്തിവയ്ക്കാനോ അനുവദിക്കുന്നു.
സാധാരണയായി ഉപയോഗിക്കുന്ന ടെട്രാ എച്ചിനെ പോലെ ഒരു സോഡിയം ലായനിയിൽ PTFE സ്ഥാപിച്ചാണ് എച്ചിംഗ് നടത്തുന്നത്. ഉപരിതലവുമായുള്ള തത്ഫലമായുണ്ടാകുന്ന രാസപ്രവർത്തനം ഫ്ലൂറോപോളിമറിന്റെ കാർബൺ-ഫ്ലൂറിൻ നട്ടെല്ലിൽ നിന്ന് ഫ്ലൂറിൻ തന്മാത്രകളെ നീക്കം ചെയ്യുകയും ഇലക്ട്രോണുകളുടെ കുറവുള്ള കാർബൺ ആറ്റങ്ങളെ അവശേഷിപ്പിക്കുകയും ചെയ്യുന്നു. പുതുതായി എച്ചിംഗ് ചെയ്ത പ്രതലത്തിന് വളരെ ഉയർന്ന ഊർജ്ജമുണ്ട്, കൂടാതെ വായുവുമായി സമ്പർക്കം പുലർത്തുമ്പോൾ, ഓക്സിജൻ തന്മാത്രകൾ, ജലബാഷ്പം, ഹൈഡ്രജൻ എന്നിവ ഫ്ലൂറിൻ തന്മാത്രകളുടെ സ്ഥാനത്ത് പറന്നുയരാൻ അനുവദിക്കുകയും ഇലക്ട്രോണുകളുടെ പുനഃസ്ഥാപനം അനുവദിക്കുകയും ചെയ്യുന്നു. ഈ പുനഃസ്ഥാപന പ്രക്രിയയുടെ ഫലമായി ഉപരിതലത്തിൽ തന്മാത്രകളുടെ ഒരു പ്രതിപ്രവർത്തന ഫിലിം ഉണ്ടാകുന്നു, ഇത് അഡീഷൻ സാധ്യമാക്കുന്നു.
കെമിക്കൽ എച്ചിംഗിനെക്കുറിച്ചുള്ള ഒരു മികച്ച കാര്യം, അതിന് മുകളിലുള്ള കുറച്ച് തന്മാത്രാ പാളികൾ മാത്രം മാറ്റാൻ കഴിയും എന്നതാണ്, കൂടാതെ PTFE യുടെ ബാക്കി ഭാഗങ്ങൾ അതിന്റെ എല്ലാ സവിശേഷ ഗുണങ്ങളോടും കൂടി കേടുകൂടാതെ സൂക്ഷിക്കാനും കഴിയും.
ഒരു കെമിക്കൽ എച്ച് പ്രക്രിയയുടെ സ്ഥിരത എങ്ങനെ പരിശോധിക്കാം.
കെമിക്കൽ എച്ചിംഗ് ഏറ്റവും മുകളിലുള്ള ചില തന്മാത്രാ പാളികളെ മാത്രമേ ബാധിക്കുന്നുള്ളൂ എന്നതിനാൽ PTFE യുടെ പ്രധാന ഗുണങ്ങൾ അതേപടി തുടരുന്നു. എന്നിരുന്നാലും, ട്യൂബിംഗിൽ തവിട്ട് അല്ലെങ്കിൽ തവിട്ട് നിറത്തിലുള്ള ടിൻറിംഗ് ഉണ്ടാകാം. ഉപരിതലം എത്രത്തോളം ബോണ്ടബിൾ ആണെന്നതുമായി വർണ്ണ വ്യതിയാനം ബന്ധപ്പെട്ടിരിക്കുന്നതായി തോന്നുന്നില്ല, അതിനാൽ PTFE എത്രത്തോളം നന്നായി കൊത്തിയെടുത്തുവെന്നതിന്റെ യഥാർത്ഥ സൂചനയായി ഈ നിറവ്യത്യാസം ഉപയോഗിക്കരുത്.
നിങ്ങളുടെ എച്ചിംഗ് നിങ്ങൾ അന്വേഷിക്കുന്ന തരത്തിലുള്ള പ്രതലം സൃഷ്ടിച്ചുവെന്ന് അറിയാനുള്ള ഏറ്റവും നല്ല മാർഗം എല്ലാ പ്രൊഫഷണൽ എച്ചറുകളും ഉപയോഗിക്കുന്ന ഒരു രീതി ഉപയോഗിക്കുക എന്നതാണ്: ജല സമ്പർക്ക ആംഗിൾ അളവുകൾ. PTFE-യിൽ ഉയർന്ന ശുദ്ധീകരിച്ച വെള്ളത്തിന്റെ ഒരു തുള്ളി നിക്ഷേപിച്ച് ആ തുള്ളി എങ്ങനെ പ്രവർത്തിക്കുന്നുവെന്ന് അളക്കുന്നതിലൂടെയാണ് ഈ സാങ്കേതികവിദ്യ ചെയ്യുന്നത്. ചെറിയ തുള്ളി PTFE-യെക്കാൾ കൂടുതൽ തന്നിലേക്ക് ആകർഷിക്കപ്പെടുന്നതിനാൽ അത് കൊത്തിവയ്ക്കും, അല്ലെങ്കിൽ PTFE-യിലേക്ക് ആകർഷിക്കപ്പെടുന്നതിനാൽ അത് "നനഞ്ഞെടുക്കുകയും" ഉപരിതലത്തിനെതിരെ പരന്നതായിരിക്കുകയും ചെയ്യും. പൊതുവായി പറഞ്ഞാൽ, കെമിക്കൽ എച്ച് കൂടുതൽ വിജയകരമാകും - കോൺടാക്റ്റ് ആംഗിൾ കുറയും (ഡ്രോപ്പ് പരന്നതായിരിക്കും). ഉപരിതലത്തിന്റെ "നനവ്" പരിശോധിക്കുന്നത് എന്ന് ഇതിനെ പലപ്പോഴും വിളിക്കുന്നു, കാരണം, അടിസ്ഥാനപരമായി, ഉപരിതലം ശരിയായി കൊത്തിവയ്ക്കുകയും വെള്ളത്തുള്ളി പുറത്തേക്ക് വ്യാപിക്കുകയും ചെയ്താൽ, ഉപരിതലത്തിന്റെ കൂടുതൽ ഭാഗം നനയുന്നു.

ചിത്രംമുകളിൽPTFE ട്യൂബിംഗിൽ കൊത്തിവയ്ക്കുന്നതിന് മുമ്പ് ഒരു തുള്ളി വെള്ളത്തിന്റെ (ചെറിയ മഞ്ഞയും നീലയും വളയത്തിനുള്ളിൽ) മുകളിൽ നിന്ന് താഴേക്കുള്ള കാഴ്ച കാണിക്കുന്നു. നിങ്ങൾക്ക് കാണാനാകുന്നതുപോലെ, തുള്ളിയുടെ അഗ്രം ട്യൂബിന്റെ ഉപരിതലവുമായി 95-ഡിഗ്രി കോൺ ഉണ്ടാക്കുന്നു.
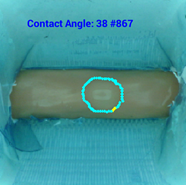
മുകളിലുള്ള ചിത്രത്തിൽ എച്ചിംഗ് ചെയ്തതിന് ശേഷം ഒരു PTFE ട്യൂബിൽ നിക്ഷേപിച്ചിരിക്കുന്ന സമാനമായ ഒരു ജലത്തുള്ളി കാണിക്കുന്നു. മഞ്ഞയും നീലയും വളയം വലുതായതിനാൽ ഡ്രോപ്പ് ട്യൂബിന്റെ ഉപരിതലത്തിൽ കൂടുതൽ വ്യാപിച്ചിട്ടുണ്ടെന്ന് നിങ്ങൾക്ക് കാണാൻ കഴിയും. ഇതിനർത്ഥം ഡ്രോപ്പ് എഡ്ജ് ട്യൂബിംഗിന്റെ ഉപരിതലവുമായി ഒരു താഴ്ന്ന കോൺടാക്റ്റ് ആംഗിൾ സൃഷ്ടിക്കുന്നു എന്നാണ്. ഈ രണ്ട് ചിത്രങ്ങളും എടുത്ത സർഫസ് അനലിസ്റ്റ് ഉപകരണം ഉപയോഗിച്ച് ആ ആംഗിൾ അളക്കുമ്പോൾ, അതെ, ആംഗിൾ 38 ഡിഗ്രിയാണെന്ന് നമുക്ക് കാണാൻ കഴിയും. ഈ ട്യൂബ് ബോണ്ടബിൾ ആണെന്ന് ഉറപ്പാക്കാൻ നമ്മൾ അടിക്കേണ്ട സംഖ്യയ്ക്ക് അത് നമ്മുടെ മുൻകൂട്ടി നിശ്ചയിച്ച ആവശ്യകതകൾ നിറവേറ്റുന്നുവെങ്കിൽ, ഉപരിതലം വേണ്ടത്ര എച്ചിംഗ് ചെയ്തിട്ടുണ്ടെന്ന് ഞങ്ങൾ സ്ഥിരീകരിച്ചു.
വാട്ടർ കോൺടാക്റ്റ് ആംഗിൾ ടെസ്റ്റിന്റെ ഏറ്റവും ഫലപ്രദമായ ഉപയോഗത്തിന്, നിങ്ങളുടെ എച്ചിന് ശേഷം എത്തിച്ചേരാൻ അനുയോജ്യമായ കോൺ ശ്രേണി എന്താണെന്ന് മനസ്സിലാക്കാൻ ഒരു സർഫസ് സയന്റിസ്റ്റുമായി പ്രവർത്തിക്കേണ്ടത് പ്രധാനമാണ്. ഇത് ഒരു ക്വാണ്ടിഫൈയബിൾ സ്പെസിഫിക്കേഷനെ അടിസ്ഥാനമാക്കി ഒരു പ്രവചനാതീതമായ ബോണ്ടിംഗ് പ്രക്രിയ നിർമ്മിക്കാൻ നിങ്ങളെ അനുവദിക്കുന്നു. കാരണം ഒരു പ്രത്യേക കോൺടാക്റ്റ് ആംഗിൾ ഉള്ള ഒരു ഉപരിതലം സൃഷ്ടിക്കേണ്ടതുണ്ടെന്ന് നിങ്ങൾക്കറിയാമെങ്കിൽ, നിങ്ങൾ അങ്ങനെ ചെയ്യുമ്പോൾ, നിങ്ങളുടെ അഡീഷൻ വിജയിക്കുമെന്ന് നിങ്ങൾക്കറിയാം.
കൂടാതെ, കാര്യക്ഷമമായ ഒരു എച്ചിംഗ് പ്രക്രിയ ഉറപ്പാക്കാൻ, എച്ചിംഗ് നടക്കുന്നതിന് മുമ്പ് ഒരു ജല സമ്പർക്ക ആംഗിൾ അളക്കേണ്ടത് പ്രധാനമാണ്. ഒരു അടിസ്ഥാന ശുചിത്വ വിലയിരുത്തൽ ലഭിക്കുന്നത് നിങ്ങളുടെ കോൺടാക്റ്റ് ആംഗിൾ ആവശ്യകതകൾ കൈവരിക്കുന്നതിന് എച്ചിന്റെ പാരാമീറ്ററുകൾ എന്തായിരിക്കണമെന്ന് കൃത്യമായി അറിയാൻ നിങ്ങളെ അനുവദിക്കുന്നു.
ഭാഗം 1 നിങ്ങളുടെ എച്ച് പരിപാലിക്കുക
എച്ചഡ് PTFE യുടെ ശരിയായ സംഭരണം വിജയകരമായ അഡീഷൻ പ്രക്രിയയ്ക്ക് അത്യന്താപേക്ഷിതമാണ്. സംഭരണവും ഇൻവെന്ററിയും ഒരു നിർണായക നിയന്ത്രണ പോയിന്റാണ് (CCP). ഒരു മെറ്റീരിയലിന്റെ ഉപരിതലം നല്ലതിനോ ചീത്തയ്ക്കോ, ഒരുപക്ഷേ അബദ്ധവശാൽ മാറാൻ അവസരമുള്ള മുഴുവൻ പ്രക്രിയയിലും ഈ CCP-കൾ ഉൾപ്പെടുന്നു. എച്ചഡ് PTFE-യ്ക്ക് സംഭരണ CCP നിർണായകമാണ്, കാരണം പുതുതായി രാസപരമായി വൃത്തിയാക്കിയ ഉപരിതലം വളരെ റിയാക്ടീവ് ആയതിനാൽ അത് സമ്പർക്കം പുലർത്തുന്ന എന്തും നിങ്ങളുടെ ജോലിയെ മാറ്റുകയും തരംതാഴ്ത്തുകയും ചെയ്യും.
PTFE പോസ്റ്റ്-എച്ച് സംഭരിക്കുന്നതിനുള്ള ഏറ്റവും നല്ല രീതി, അത് വീണ്ടും സീൽ ചെയ്യാൻ കഴിയുമെങ്കിൽ അത് എത്തിച്ചേർന്ന യഥാർത്ഥ പാക്കേജിംഗ് ഉപയോഗിക്കുക എന്നതാണ്. അത് ലഭ്യമല്ലെങ്കിൽ, UV-തടയുന്ന ബാഗുകൾ ഒരു നല്ല ബദലാണ്. PTFE വായുവിൽ നിന്നും ഈർപ്പത്തിൽ നിന്നും കഴിയുന്നത്ര അകറ്റി നിർത്തുക, അതിലേക്ക് ബോണ്ട് ചെയ്യാൻ ശ്രമിക്കുന്നതിന് മുമ്പ്, അത് ബോണ്ട് ചെയ്യാനുള്ള കഴിവ് നിലനിർത്തുന്നുണ്ടെന്ന് ഉറപ്പാക്കാൻ ഒരു കോൺടാക്റ്റ് ആംഗിൾ അളവ് എടുക്കുന്നത് ഉറപ്പാക്കുക.
PTFE എന്നത് എണ്ണമറ്റ പ്രയോഗങ്ങളുള്ള ഒരു അസാധാരണ മെറ്റീരിയലാണ്, എന്നാൽ അതിൽ നിന്ന് പരമാവധി പ്രയോജനപ്പെടുത്തുന്നതിന്, മിക്ക കേസുകളിലും ഇത് രാസപരമായി കൊത്തിയെടുത്ത ശേഷം ബോണ്ട് ചെയ്യണം. ഇത് വേണ്ടത്ര നടക്കുന്നുണ്ടെന്ന് ഉറപ്പാക്കാൻ, ഉപരിതലത്തിലെ രാസമാറ്റങ്ങളോട് സംവേദനക്ഷമതയുള്ള ഒരു പരിശോധന ഉപയോഗിക്കേണ്ടതുണ്ട്. നിങ്ങളുടെ എച്ച് ഒപ്റ്റിമൈസ് ചെയ്യുന്നതിനും നിങ്ങളുടെ വർക്ക്ഫ്ലോയിൽ ഉറപ്പ് വരുത്തുന്നതിനും നിങ്ങളുടെ നിർമ്മാണ പ്രക്രിയ മനസ്സിലാക്കുന്ന ഒരു മെറ്റീരിയൽ വിദഗ്ദ്ധനുമായി പങ്കാളിയാകുക.

പോസ്റ്റ് സമയം: ജൂലൈ-17-2023