

Politetrafluoroetilen və ya PTFE, demək olar ki, hər bir əsas sənayedə geniş istifadə olunan çox yaygın bir materialdır. Bu ultra yağlayıcı və çoxməqsədli floropolimer, aerokosmik və avtomobil sənayesindən (kabellərdə izolyasiya örtüyü kimi) musiqi alətlərinin təmirinə qədər hər kəsə təsir göstərir (hərəkətli hissələrində istifadə üçün klapan yağı, pirinç və ağac nəfəsli alətlərdə olur). Yəqin ki, onun ən məşhur istifadəsi qazan və tavalarda yapışmayan səth kimi istifadə olunur. PTFE qəliblənmiş hissələrə çevrilə bilər; çevik boru birləşmələri, klapan gövdələri, elektrik izolyatorları, yataklar və dişli çarxlar kimi istifadə olunur; və boru kimi ekstruziya edilir.
PTFE-nin həddindən artıq kimyəvi müqaviməti və kimyəvi inertliyi, eləcə də yüngül, lakin güclü xüsusiyyətləri onu tibbi cihazların istehsalında və istifadəsində olduqca üstünlük təşkil edir. Sürtünmə əmsalının olduqca aşağı olması (səthin olduqca sürüşkən olduğunu riyazi şəkildə demək olar) səbəbindən,PTFE borularıƏməliyyat zamanı təmizliyinin qorunması və bədənə təhlükəsiz keçməsi tələb olunan sərt kimyəvi maddələrin və ya tibbi alətlərin ötürülməsi üçün istifadə edilə bilər. PTFE borusu o qədər yağlı, elastik və nazikdir ki, stent, balon, aterektomiya və ya angioplastika cihazları kimi alətlərin ilişmə və ya tıxanma təhlükəsi olmadan sərbəst şəkildə sürüşməsi lazım olduğu istiqamətləndirici kateter ID (daxili diametr) üçün idealdır. Bu əşyaya heç bir şey yapışmadığı üçün, bakteriyaların və digər yoluxucu agentlərin boruya yapışma qabiliyyətinə də mane ola və xəstəxana infeksiyalarına səbəb ola bilər.
PTFE-nin bütün bu inanılmaz xüsusiyyətləri, onun demək olar ki, həmişə başqa bir şeyə yapışdığını göstərir. Əgər o, örtük, möhürləyici conta və ya Pebax gödəkçələri və plastik birləşdirici ferrulları olan boru kimi istifadə olunursa, çox güman ki, başqa bir materiala yapışmalıdır. Artıq dediklərimizi görmüş ola bilərsiniz: PTFE-yə heç nə yapışmır. Bu materialı tibbi cihaz şirkətləri üçün bu qədər cəlbedici edən xüsusiyyətlər, məhsulun hazırlanması və istehsalı zamanı istehsalda çətinliklər yaratmağa meyllidir. Örtüklərin, elastomerlərin və digər cihaz komponentlərinin PTFE-yə yapışdırılması olduqca çətindir və ciddi proses nəzarəti tələb edir.
Bəs istehsalçılar bu geniş istifadə olunan, yapışdırılmayan materialı necə yapışdıra bilirlər? Və necə bilirlər ki, onun düzgün işlənmiş və ya hazırlanmış olması və yapışdırılmağa və ya örtməyə hazır olması həqiqətən mümkündür?
PTFE-nin kimyəvi aşındırılmasının əhəmiyyəti
Kimyəvi aşındırmanın nə üçün lazım olduğunu izah etmək üçün PTFE-nin yapışma qabiliyyətinin olmamasının səbəblərini anlamaq lazımdır. PTFE çox sabit kimyəvi rabitələrdən ibarətdir və bu da onun başqa bir şeyə, hətta qısa müddətə belə, qoşulmasını çətinləşdirir.
PTFE kimyəvi cəhətdən inert olduğundan, yəni səth havadakı və ya digər materialların səthindəki heç bir kimyəvi molekulla reaksiyaya girmədiyindən, tətbiq olunduğu kabellərə, metallara və ya borulara yapışdırılmaq üçün səthinin kimyəvi cəhətdən dəyişdirilməsi lazımdır.
Bütün yapışma, səthin üst 1-5 molekulyar təbəqəsinin ona tətbiq olunan istənilən səthin üst 1-5 molekulyar təbəqəsində mövcud olan kimyəvi maddələrlə qarşılıqlı təsir göstərdiyi kimyəvi bir prosesdir. Buna görə də, PTFE-nin səthinin uğurlu şəkildə bağlanması üçün kimyəvi cəhətdən inert deyil, kimyəvi cəhətdən reaktiv hala gətirilməsi lazımdır. Materialşünaslıqda yüksək reaktivliyə malik və digər molekullarla bağlanmağa can atan bir səthə "yüksək enerjili səth" deyilir. Beləliklə, PTFE-nin əsas şərti olan "aşağı enerjili" vəziyyətdən "yüksək enerjili", bağlana bilən keyfiyyətə keçirilməsi lazımdır.
Bunu etməyin bir neçə yolu var, o cümlədən vakuum plazma müalicəsi və bəziləri PVC və ya poliolefinlər üçün hazırlanmış astarlardan istifadə edərək, zımparalamaqla, aşındırmaqla və ya PVC üzərində yapışqan səth əldə edə biləcəklərini söyləyirlər. Lakin ən çox yayılmış və elmi cəhətdən sübut olunmuş metod kimyəvi aşındırma adlanan bir prosesdir.
Aşındırma, PTFE-nin (bütün floropolimerləri təşkil edən) bəzi karbon-flüor rabitələrini pozur və əslində aşındırılmış sahənin kimyəvi xüsusiyyətlərini dəyişdirir, onu inert bir səthdən aktiv və digər maddələrlə kimyəvi qarşılıqlı təsir göstərə bilən bir səthə çevirir. Nəticədə yaranan səth daha az yağlıdır, lakin indi yapışdırıla, qəliblənə və ya digər materiallara yapışdırıla bilən, eləcə də çap oluna və ya həkk oluna bilən bir səthdir.
Aşındırma, PTFE-ni, geniş istifadə olunan Tetra Etch kimi, natrium məhluluna yerləşdirməklə həyata keçirilir. Səthlə yaranan kimyəvi reaksiya, flüorpolimerin karbon-flüor onurğasından flüor molekullarını çıxarır və elektron çatışmazlığı olan karbon atomlarını qoyur. Təzə aşındırılmış səth çox yüksək enerjiyə malikdir və havaya məruz qaldıqda, oksigen molekulları, su buxarı və hidrogenin flüor molekullarının yerini tutmaq üçün uçmasına icazə verilir və bu da elektronların bərpasına imkan verir. Bu bərpa prosesi səthdə yapışmanı təmin edən molekulların reaktiv təbəqəsi ilə nəticələnir.
Kimyəvi aşındırmanın ən yaxşı cəhətlərindən biri də onun yalnız bir neçə üst molekulyar təbəqəni dəyişdirə bilməsi və PTFE-nin qalan hissəsini bütün unikal xüsusiyyətləri ilə qoruyub saxlamasıdır.
Kimyəvi aşındırma prosesinin ardıcıllığını necə yoxlamaq olar.
PTFE-nin əsas xüsusiyyətləri eyni qalır, çünki kimyəvi aşındırma yalnız ən üst bir neçə molekulyar təbəqəyə təsir göstərir. Bununla belə, boruda qəhvəyi və ya qəhvəyi rəngli bir rəng ola bilər. Rəng dəyişikliyi səthin nə qədər yapışqan olması ilə əlaqəli görünmür, buna görə də bu rəng dəyişikliyini PTFE-nin nə qədər yaxşı aşındırıldığının real göstəricisi kimi istifadə etməyin.
Aşındırmanın istədiyiniz səthi yaratdığını bilməyin ən yaxşı yolu, bütün peşəkar aşındırıcıların istifadə etdiyi bir metoddan istifadə etməkdir: su ilə təmas bucağının ölçülməsi. Bu üsul, PTFE-yə bir damla yüksək təmizlənmiş su tökməklə və həmin damcının necə davrandığını ölçməklə həyata keçirilir. Kiçik damcı ya PTFE-dən daha çox özünə cəlb olunduğu üçün muncuqlanacaq, ya da PTFE-yə çox cəlb olunduğu üçün səthə "islanacaq" və düzləşəcək. Ümumiyyətlə, kimyəvi aşındırma nə qədər uğurlu olarsa, təmas bucağı bir o qədər aşağı olacaq (damcı bir o qədər düz olacaq). Buna tez-tez səthin "islanma qabiliyyətini" yoxlamaq deyilir, çünki əslində səth düzgün aşındırılarsa və su damcısı yayılarsa, səthin daha çox hissəsi islanacaq.

ŞəkilyuxarıdaŞəkildə, PTFE borularının üzərində oyulmazdan əvvəl bir damla su damlasının (kiçik sarı və mavi halqanın içərisində) yuxarıdan aşağıya görünüşü göstərilir. Gördüyünüz kimi, damcının kənarı borunun səthi ilə 95 dərəcəlik bir bucaq yaradır.
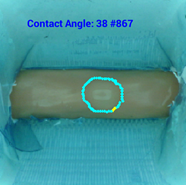
Yuxarıdakı şəkildə oyulduqdan sonra PTFE borusuna çökən oxşar su damcısı göstərilir. Sarı və mavi halqa daha böyük olduğundan, damcının borunun səthinə daha da yayıldığını görə bilərsiniz. Bu o deməkdir ki, düşmə kənarı borunun səthi ilə daha aşağı təmas bucağı yaradır. Və bu bucağı hər iki şəklin çəkildiyi Surface Analyst cihazı ilə ölçəndə görürük ki, bəli, bucaq 38 dərəcədir. Əgər bu, borunun yapışqan olmasını təmin etmək üçün vurmalı olduğumuz say üçün əvvəlcədən müəyyən edilmiş tələblərimizə cavab verirsə, deməli, səthin kifayət qədər oyulduğunu təsdiqləmişik.
Su ilə təmas bucağı testindən ən effektiv istifadə üçün aşındırmadan sonra çatmaq üçün ideal bucaq diapazonunun nə olduğunu anlamaq üçün bir Səthşünasla işləmək vacibdir. Bu, ölçülə bilən spesifikasiyaya əsaslanaraq proqnozlaşdırıla bilən bir yapışma prosesi qurmağa imkan verir. Çünki müəyyən bir təmas bucağı olan bir səth yaratmalı olduğunuzu bilirsinizsə, bunu etdikdə yapışmanızın uğurlu olacağını bilirsiniz.
Bundan əlavə, səmərəli aşındırma prosesinin təmin edilməsi üçün aşındırmadan əvvəl su ilə təmas bucağının ölçülməsi vacibdir. Əsas təmizlik qiymətləndirməsi, təmas bucağı tələblərinizə çatmaq üçün aşındırma parametrlərinin nə qədər olması lazım olduğunu dəqiq bilməyə imkan verir.
Oyma Qaydalarınızın Saxlanılması
Oyulmuş PTFE-nin düzgün saxlanması uğurlu yapışma prosesi üçün vacibdir. Saxlama və inventarlaşdırma Kritik Nəzarət Nöqtəsidir (KNN). Bu KNN-lər bütün prosesin istənilən yerində olur və materialın səthi yaxşı və ya pis, bəlkə də təsadüfən dəyişmək imkanına malikdir. Saxlama KNN-i oyulmuş PTFE üçün vacibdir, çünki yeni kimyəvi təmizlənmiş səth o qədər reaktivdir ki, təmasda olduğu hər hansı bir şey işinizi dəyişdirə və pisləşdirə bilər.
PTFE aşındırma sonrası saxlamanın ən yaxşı yolu, yenidən bağlana bilən orijinal qablaşdırmadan istifadə etməkdir. Əgər mövcud deyilsə, UB bloklayıcı torbalar yaxşı alternativdir. PTFE-ni mümkün qədər havadan və nəmdən uzaq tutun və ona yapışmağa çalışmazdan əvvəl, yapışma qabiliyyətini qoruduğundan əmin olmaq üçün təmas bucağı ölçməsini apardığınızdan əmin olun.
PTFE çoxsaylı tətbiq sahələrinə malik fövqəladə bir materialdır, lakin ondan maksimum dərəcədə faydalanmaq üçün əksər hallarda kimyəvi yolla aşındırılmalı və sonra yapışdırılmalıdır. Bunun kifayət qədər aparılmasını təmin etmək üçün səthdəki kimyəvi dəyişikliklərə həssas olan bir sınaqdan istifadə edilməlidir. Aşındırmanızı optimallaşdırmaq və iş axınınıza əminlik aşılamaq üçün istehsal prosesinizi başa düşən bir material mütəxəssisi ilə əməkdaşlıq edin.

Yazı vaxtı: 17 iyul 2023