

Le polytétrafluoroéthylène, ou PTFE, est un matériau très courant, largement utilisé dans presque tous les grands secteurs industriels. Ce fluoropolymère ultra-lubrifiant et polyvalent est présent dans des domaines aussi variés que l'aérospatiale, l'automobile (où il sert de gaine isolante pour les câbles) et l'entretien des instruments de musique (il entre dans la composition de l'huile pour pistons des cuivres et des bois, utilisée pour lubrifier leurs pièces mobiles). Son utilisation la plus connue est sans doute celle de revêtement antiadhésif pour les casseroles et les poêles. Le PTFE peut être moulé pour fabriquer des pièces ; il est utilisé pour la fabrication de raccords de tuyauterie flexibles, de corps de vannes, d'isolateurs électriques, de roulements et d'engrenages ; et il peut être extrudé sous forme de tubes.
L'extrême résistance chimique et l'inertie chimique du PTFE, ainsi que sa légèreté et sa robustesse, en font un matériau très avantageux pour la fabrication et l'utilisation de dispositifs médicaux. Grâce à son coefficient de frottement exceptionnellement faible (ce qui signifie mathématiquement que sa surface est remarquablement glissante),tubes en PTFELes tubes en PTFE peuvent servir au transfert de produits chimiques agressifs ou d'instruments médicaux dont la pureté doit être préservée et qui doivent être introduits en toute sécurité dans le corps lors d'interventions chirurgicales. Lubrifiants, résistants et fins, les tubes en PTFE sont parfaitement adaptés au diamètre interne des cathéters guides, permettant ainsi le passage aisé d'instruments tels que les stents, les ballonnets et les dispositifs d'athérectomie ou d'angioplastie, sans risque d'accrochage ou d'obstruction. L'absence d'adhérence de ces matériaux limite également la prolifération des bactéries et autres agents infectieux, réduisant ainsi les risques d'infections nosocomiales.
Grâce à toutes ces propriétés exceptionnelles, le PTFE est presque toujours lié à un autre matériau. Qu'il soit utilisé comme revêtement, joint d'étanchéité ou tube avec gaine en Pebax et raccords en plastique, il est fort probable qu'il doive adhérer à un autre matériau. Comme nous l'avons déjà mentionné, rien n'adhère au PTFE. Les propriétés qui rendent ce matériau si attrayant pour les fabricants de dispositifs médicaux engendrent également des difficultés de fabrication lors du développement et de la production. Faire adhérer les revêtements, les élastomères et autres composants au PTFE est extrêmement complexe et exige un contrôle rigoureux du processus.
Alors, comment les fabricants parviennent-ils à rendre ce matériau, pourtant largement utilisé et non adhérent, adhérent ? Et comment s’assurent-ils qu’il a été traité ou préparé correctement et qu’il est effectivement prêt à être collé ou recouvert ?
L'importance de la gravure chimique du PTFE
Pour expliquer la nécessité d'une gravure chimique, il est essentiel de comprendre les causes de la faible adhérence du PTFE. Ce matériau est constitué de liaisons chimiques très stables, ce qui rend difficile son adhésion à d'autres substances, même de façon temporaire.
Le PTFE étant chimiquement inerte, c'est-à-dire que sa surface ne réagit pas avec les molécules chimiques avec lesquelles il entre en contact, que ce soit celles présentes dans l'air ou celles présentes à la surface d'autres matériaux, sa surface doit être modifiée chimiquement pour pouvoir se fixer aux câbles, aux métaux ou aux tubes sur lesquels il est appliqué.
Toute adhésion est un processus chimique au cours duquel les 1 à 5 couches moléculaires superficielles d'une surface interagissent avec les composés chimiques présents dans les 1 à 5 couches moléculaires superficielles de la surface sur laquelle elle est appliquée. Par conséquent, pour qu'une adhésion réussie se produise, la surface du PTFE doit être rendue chimiquement réactive, et non chimiquement inerte. En science des matériaux, une surface très réactive et ayant une forte affinité pour d'autres molécules est qualifiée de « surface à haute énergie ». Le PTFE doit donc passer d'un état de « basse énergie », son état initial, à un état de « haute énergie », propice à l'adhésion.
Il existe plusieurs méthodes pour y parvenir, notamment le traitement au plasma sous vide. Certains affirment pouvoir obtenir une surface adhérente sur le PTFE par ponçage, abrasion ou application d'apprêts conçus pour le PVC ou les polyoléfines. Cependant, la méthode la plus courante et la plus éprouvée scientifiquement est le procédé de gravure chimique.
La gravure chimique rompt certaines liaisons carbone-fluor du PTFE (qui constituent tous les fluoropolymères), modifiant ainsi les caractéristiques chimiques de la zone gravée. Celle-ci passe d'une surface inerte à une surface active, capable d'interagir chimiquement avec d'autres substances. La surface ainsi obtenue est moins lubrifiante, mais peut désormais être collée, moulée ou associée à d'autres matériaux, et peut également être imprimée ou gravée.
La gravure est réalisée en plongeant le PTFE dans une solution de sodium, comme le Tetra Etch couramment utilisé. La réaction chimique qui en résulte avec la surface élimine les molécules de fluor du squelette carbone-fluor du fluoropolymère, laissant des atomes de carbone déficients en électrons. La surface fraîchement gravée possède une énergie très élevée et, lorsqu'elle est exposée à l'air, des molécules d'oxygène, de la vapeur d'eau et de l'hydrogène peuvent s'y infiltrer pour remplacer les molécules de fluor, permettant ainsi la restauration des électrons. Ce processus de restauration aboutit à la formation d'un film réactif de molécules à la surface, favorisant l'adhérence.
L'un des grands avantages de la gravure chimique est qu'elle permet de modifier uniquement les quelques couches moléculaires superficielles tout en laissant le reste du PTFE intact, avec toutes ses propriétés uniques.
Comment vérifier la constance d'un processus de gravure chimique.
Les propriétés fondamentales du PTFE restent inchangées, car la gravure chimique n'affecte que les premières couches moléculaires. Cependant, le tube peut présenter une teinte brune ou beige. Cette variation de couleur ne semble pas être corrélée à l'adhérence de la surface ; il ne faut donc pas se fier à cette décoloration pour évaluer la qualité de la gravure du PTFE.
Le meilleur moyen de vérifier que votre gravure a bien produit la surface souhaitée est d'utiliser une méthode employée par tous les professionnels : la mesure de l'angle de contact avec l'eau. Cette technique consiste à déposer une goutte d'eau hautement purifiée sur le PTFE et à observer son comportement. La goutte formera une petite perle, car elle est plus attirée par elle-même que par le PTFE, ou bien elle s'étalera et s'aplatira contre la surface, car elle est fortement attirée par le PTFE. En règle générale, plus la gravure chimique est réussie, plus l'angle de contact sera faible (et plus la goutte sera plate). On parle souvent de test de « mouillabilité » de la surface car, en résumé, si la surface est correctement gravée et que la goutte d'eau s'étale, une plus grande partie de la surface est mouillée.

L'imageau-dessus deCette image montre une vue de dessus d'une goutte d'eau (à l'intérieur du petit anneau jaune et bleu) sur un tube en PTFE avant qu'il ne soit gravé. Comme vous pouvez le constater, le bord de la goutte forme un angle de 95 degrés avec la surface du tube.
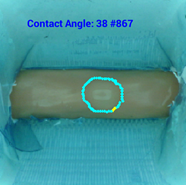
L'image ci-dessus montre une goutte d'eau similaire déposée sur un tube en PTFE après gravure. On constate que la goutte s'est davantage étalée sur la surface du tube, car l'anneau jaune et bleu est plus large. Cela signifie que le bord de la goutte crée un angle de contact plus faible avec la surface du tube. La mesure de cet angle à l'aide de l'appareil Surface Analyst, avec lequel ces deux images ont été prises, confirme qu'il est de 38 degrés. Si cette valeur correspond à nos exigences prédéfinies pour garantir l'adhérence du tube, alors nous avons validé que la surface a été suffisamment gravée.
Pour une utilisation optimale du test d'angle de contact avec l'eau, il est important de collaborer avec un spécialiste des surfaces afin de déterminer la plage d'angles idéale à atteindre après la gravure. Ceci permet de mettre au point un processus de collage prévisible, basé sur des spécifications quantifiables. En effet, si l'on sait qu'il faut créer une surface avec un angle de contact précis, on a la certitude que l'adhérence sera réussie.
De plus, pour garantir un processus de gravure efficace, il est important de mesurer l'angle de contact de l'eau avant la gravure. L'évaluation initiale de la propreté permet de déterminer précisément les paramètres de gravure nécessaires pour atteindre l'angle de contact souhaité.
Préserver votre gravure
Un stockage adéquat du PTFE gravé est essentiel à la réussite du processus d'adhésion. Le stockage et l'inventaire constituent un point critique de contrôle (CCP). Ces CCP se situent à chaque étape du processus où la surface d'un matériau est susceptible d'évoluer, positivement ou négativement, parfois involontairement. Le stockage est un CCP crucial pour le PTFE gravé, car sa surface, fraîchement nettoyée chimiquement, est si réactive que tout contact avec elle peut altérer et dégrader le travail effectué.
Après gravure, il est préférable de conserver le PTFE dans son emballage d'origine s'il est refermable. À défaut, les sachets anti-UV constituent une bonne alternative. Protégez le PTFE de l'air et de l'humidité autant que possible et, avant toute tentative de collage, mesurez l'angle de contact pour vérifier son adhérence.
Le PTFE est un matériau exceptionnel aux applications multiples, mais pour exploiter pleinement son potentiel, il nécessite généralement une gravure chimique suivie d'un collage. Afin de garantir la qualité de cette opération, un test sensible aux modifications chimiques de surface est indispensable. Collaborez avec un expert en matériaux qui maîtrise votre processus de fabrication pour optimiser la gravure et sécuriser votre flux de production.

Date de publication : 17 juillet 2023