

Политетрафлуороетиленот, или PTFE, е многу чест материјал кој широко се користи во речиси секоја поголема индустрија. Овој ултра-лубрикант и повеќенаменски флуорополимер се користи во сите индустрии, од воздухопловната и автомобилската индустрија (како изолационен слој на каблите) до одржување на музички инструменти (се наоѓа во маслото за вентили кај месинганите и дрвените дувачки инструменти за употреба на нивните подвижни делови). Веројатно неговата најпозната употреба е употребата како нелеплива површина на тенџериња и тави. PTFE може да се обликува во лиени делови; да се користи како флексибилни споеви на цевки, тела на вентили, електрични изолатори, лежишта и запчаници; и да се екструдира како цевки.
Екстремната хемиска отпорност и хемиска инертност, како и лесните, но цврсти својства на PTFE, го прават многу поволен во производството и употребата на медицински помагала. Поради неговиот извонредно низок коефициент на триење (што е математички начин да се каже дека површината е извонредно лизгава),PTFE цевкиможе да се користи за пренесување на груби хемикалии или медицински алатки чија чистота треба да се одржува и треба безбеден премин во телото за време на операција. PTFE цевките се толку мазни, еластични и тенки што се совршени за водечки катетер ID (внатрешен дијаметар) каде што алатките како стентови, балони, атеректомија или ангиопластика треба слободно да се лизгаат без закана од заглавување или опструкција. Бидејќи ништо не се лепи за ова, може да се меша и во способноста на бактериите и другите заразни агенси да се лепат за цевките и да предизвикаат болнички инфекции.
Сите овие неверојатни атрибути на PTFE значат дека тој речиси секогаш е врзан за нешто друго. Ако се користи како облога, како заптивна заптивка или како цевка со Pebax обвивки и пластични сврзувачки обрачи, многу е веројатно дека треба да се залепи за друг материјал. Можеби сте го забележале она што веќе го кажавме: ништо не се лепи за PTFE. Својствата што го прават овој материјал толку привлечен за компаниите за медицински помагала, исто така, имаат тенденција да создадат предизвици во производството за време на развојот и производството на производи. Доведувањето до лепење на премази, еластомери и други компоненти на уредот кон PTFE е неверојатно предизвикувачко и бара строги контроли на процесот.
Па, како производителите го прават овој широко користен, нелеплив материјал леплив? И како знаат дека е правилно третиран или подготвен и дека е всушност подготвен за лепење или премачкување?
Важноста на хемиското гравирање на PTFE
За да се објасни зошто е потребно хемиско јоргање, потребно е да се разбере што предизвикува недостаток на врзување кај PTFE. PTFE е составен од многу стабилни хемиски врски, што го отежнува неговото спојување со било што друго, дури и накратко.
Бидејќи PTFE е хемиски инертен, што значи дека површината не реагира со никакви хемиски молекули со кои доаѓа во контакт, ниту оние во воздухот ниту оние на површината на други материјали, неговата површина треба да биде хемиски модифицирана за да се прицврсти на кабли, метали или цевки на кои се нанесува.
Адхезијата е хемиски процес во кој горните 1-5 молекуларни слоеви на површината комуницираат со хемикалиите присутни во горните 1-5 молекуларни слоеви на која било површина што се нанесува на неа. Затоа, површината на PTFE треба да се направи хемиски реактивна, а не хемиски инертна, за да се врзе успешно. Во науката за материјали, површина што е многу реактивна и спремна да се врзува со други молекули се нарекува „површина со висока енергија“. Значи, PTFE треба да се пренесе од состојба на „ниска енергија“, што е неговата основна состојба, во квалитет на „висока енергија“, што може да се врзува.
Постојат неколку начини да се направи ова, вклучувајќи третман со вакуумска плазма, а има и некои кои велат дека можат да постигнат леплива површина на PTFE со шмирглање, абразија или користење прајмери кои се дизајнирани за PVC или полиолефини. Сепак, најчестиот и научно докажан метод е процес наречен хемиско јоргање.
Со јорганизирањето се раскинуваат некои од врските јаглерод-флуор на PTFE (кои ги сочинуваат сите флуорополимери), што всушност ги менува хемиските карактеристики на јорганизираната површина, претворајќи ја од инертна површина во активна и способна хемиски да реагира со други супстанции. Добиената површина е помалку мазна, но сега е површина што може да се лепи, обликува или врзе со други материјали, како и да се печати или гравира на неа.
Нагризувањето се врши со ставање на PTFE во раствор од натриум, како што е вообичаено користениот Tetra Etch. Резултирачката хемиска реакција со површината ги отстранува молекулите на флуор од јаглеродно-флуорскиот ‘рбет на флуорополимерот, оставајќи јаглеродни атоми на кои им недостасуваат електрони. Свежо нагризената површина има многу висока енергија и кога е изложена на воздух, молекулите на кислород, водената пареа и водородот можат да долетаат за да го заземат местото на молекулите на флуор, овозможувајќи обновување на електроните. Овој процес на обновување резултира со реактивен филм од молекули на површината што овозможува адхезија.
Една од одличните работи кај хемиското гравирање е тоа што е способно да ги промени само неколкуте горни молекуларни слоеви, а остатокот од PTFE да го остави недопрен со сите свои уникатни својства.
Како да се потврди конзистентноста на процесот на хемиско гравирање.
Основните својства на PTFE остануваат исти бидејќи хемиското јорганизирање влијае само на неколкуте горни молекуларни слоеви. Сепак, може да има кафеава или жолтеникава нијанса на цевката. Варијацијата на бојата не се чини дека е во корелација со тоа колку лесно се лепи површината, затоа не ја користете оваа промена на бојата како реална индикација за тоа колку добро е јорганизиран PTFE.
Најдобриот начин да знаете дека вашето бакрорез создало површина каква што барате е да користите метод што го користат сите професионални бакрорезери: мерење на аголот на контакт со вода. Оваа техника се прави со нанесување капка високо прочистена вода на PTFE и мерење на тоа како се однесува таа капка. Малата капка или ќе се зрнести бидејќи е повеќе привлечена кон себе отколку PTFE, или ќе се „навлажни“ и ќе се израмни на површината бидејќи е толку привлечена кон PTFE. Општо земено, колку е поуспешно хемиското бакрорез - толку е помал аголот на контакт (толку е порамна капката). Ова често се нарекува тестирање на „влажноста“ на површината бидејќи, во суштина, ако површината е правилно бакрорезана и капката вода се шири, поголем дел од површината се навлажнува.

Сликатапогореприкажува поглед од горе надолу на капка вода (внатре во малиот жолто-син прстен) на тефлонска цевка пред да биде гравирана. Како што можете да видите, работ на капката формира агол од 95 степени со површината на цевката.
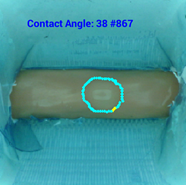
Сликата погоре покажува слична капка вода нанесена на PTFE цевка откако била изгравирана. Можете да забележите дека капката се проширила подалеку по површината на цевката бидејќи жолтиот и синиот прстен се поголеми. Ова значи дека работ на падот создава помал агол на контакт со површината на цевката. И кога го мериме тој агол со уредот Surface Analyst, од кој се земени обете слики, гледаме дека, да, аголот е 38 степени. Ако тоа ги исполнува нашите однапред одредени барања за бројот што треба да го погодиме за да се осигуриме дека оваа цевка може да се залепи, тогаш штотуку потврдивме дека површината е доволно изгравирана.
За најефикасна употреба на тестот за агол на контакт со вода, важно е да соработувате со површински научник за да разберете кој е идеалниот опсег на агол што треба да се достигне по вашето јоргање. Ова ви овозможува да изградите предвидлив процес на лепење врз основа на квантификувана спецификација. Бидејќи ако знаете дека треба да создадете површина со одреден агол на контакт, тогаш знаете дека кога ќе го направите тоа, вашето лепење ќе биде успешно.
Дополнително, за да се обезбеди ефикасен процес на јорганизирање, важно е да се измери аголот на контакт со водата пред да се изврши јорганизирањето. Проценката на основната чистота ви овозможува точно да знаете кои се параметрите на јорганизирањето за да се достигнат вашите барања за агол на контакт.
Одржување на вашето гравирање
Правилното складирање на гравиран PTFE е од суштинско значење за успешен процес на адхезија. Складирањето и залихите се критична контролна точка (ККТ). Овие ККТ се наоѓаат насекаде во целиот процес каде што површината на материјалот има можност да се промени, за добро или за лошо, а можеби и ненамерно. ККТ за складирање е клучен за гравиран PTFE бидејќи новохемиски исчистената површина е толку реактивна што сè со што ќе дојде во контакт може да ја измени и деградира вашата работа.
Најдобрата практика за складирање на PTFE материјал за навртување по навртувањето е да се користи оригиналното пакување во кое пристигнал, доколку може повторно да се затвори. Доколку тоа не е достапно, тогаш кесите што блокираат UV зрачење се добра алтернатива. Држете го PTFE материјалот подалеку од воздух и влага колку што е можно повеќе, а пред да се обидете да го залепите, проверете го аголот на контакт за да се осигурате дека ја задржал својата способност за лепење.
PTFE е извонреден материјал со безброј примени, но за да се извлече максимумот од него, во повеќето случаи мора да се хемиски гравира, а потоа да се залепи. За да се осигура дека ова е направено доволно, треба да се користи тест кој е чувствителен на хемиските промени на површината. Соработувајте со експерт за материјали кој го разбира вашиот процес на производство за да го оптимизирате вашето гравирање и да внесете сигурност во вашиот работен тек.

Време на објавување: 17 јули 2023 година