

پلی تترافلوئورواتیلن یا PTFE، مادهای بسیار رایج است که تقریباً در هر صنعت بزرگی به طور گسترده مورد استفاده قرار میگیرد. این فلوئوروپلیمر فوق روانکننده و چند منظوره، همه را از صنایع هوافضا و خودرو (به عنوان پوشش عایق روی کابلها) گرفته تا نگهداری آلات موسیقی (در روغن سوپاپ آلات برنجی و بادی چوبی برای استفاده در قطعات متحرک آنها یافت میشود) تحت تأثیر قرار میدهد. احتمالاً معروفترین کاربرد آن به عنوان سطح نچسب روی قابلمهها و ماهیتابهها است. PTFE را میتوان به قطعات قالبگیری شده تبدیل کرد؛ به عنوان اتصالات لوله انعطافپذیر، بدنه سوپاپ، عایقهای الکتریکی، یاتاقانها و چرخدندهها استفاده کرد؛ و به عنوان لوله اکسترود کرد.
مقاومت شیمیایی شدید و بیاثر بودن شیمیایی، و همچنین خواص سبک اما قوی PTFE، آن را در ساخت و استفاده از تجهیزات پزشکی بسیار سودمند میکند. به دلیل ضریب اصطکاک فوقالعاده پایین آن (که یک روش ریاضی برای بیان این است که سطح به طرز چشمگیری لغزنده است)،لوله PTFEمیتوان از آن برای انتقال مواد شیمیایی خشن یا ابزارهای پزشکی که خلوص آنها باید حفظ شود و نیاز به عبور ایمن به بدن در حین جراحی دارند، استفاده کرد. لولههای PTFE آنقدر روان، انعطافپذیر و نازک هستند که برای هدایت کاتتر با قطر داخلی (ID) که در آن ابزارهایی مانند استنت، بالن، آترکتومی یا دستگاههای آنژیوپلاستی باید آزادانه و بدون خطر گیر کردن یا انسداد از آن عبور کنند، عالی هستند. از آنجا که هیچ چیزی به این ماده نمیچسبد، میتواند در توانایی باکتریها و سایر عوامل عفونی برای چسبیدن به لولهها اختلال ایجاد کند و باعث عفونتهای بیمارستانی شود.
همه این ویژگیهای باورنکردنی PTFE به این معنی است که تقریباً همیشه به چیز دیگری متصل میشود. اگر از آن به عنوان پوشش، واشر آببندی یا لوله با روکشهای Pebax و بستهای پلاستیکی استفاده شود، به احتمال زیاد نیاز به چسبیدن به ماده دیگری دارد. شاید متوجه آنچه قبلاً گفتیم شده باشید: هیچ چیز به PTFE نمیچسبد. خواصی که این ماده را برای شرکتهای تجهیزات پزشکی بسیار جذاب میکند، در طول توسعه و تولید محصول نیز چالشهای تولیدی ایجاد میکند. چسباندن پوششها، الاستومرها و سایر اجزای دستگاه به PTFE فوقالعاده چالش برانگیز است و نیاز به کنترلهای دقیق فرآیند دارد.
بنابراین، تولیدکنندگان چگونه این مادهی پرکاربرد و غیرقابل اتصال را قابل اتصال میکنند؟ و چگونه میدانند که به درستی عملآوری یا آمادهسازی شده و در واقع آمادهی اتصال یا پوششدهی است؟
اهمیت اچینگ شیمیایی PTFE
برای توضیح اینکه چرا اچینگ شیمیایی مورد نیاز است، لازم است بدانیم چه چیزی باعث عدم چسبندگی PTFE میشود. PTFE از پیوندهای شیمیایی بسیار پایداری تشکیل شده است که اتصال آن به هر چیز دیگری، حتی برای مدت کوتاهی، را دشوار میکند.
از آنجایی که PTFE از نظر شیمیایی بیاثر است، به این معنی که سطح آن با هیچ مولکول شیمیایی که با آن در تماس باشد، چه آنهایی که در هوا هستند و چه آنهایی که روی سطح مواد دیگر قرار دارند، واکنش نمیدهد، سطح آن برای اتصال به کابلها، فلزات یا لولههایی که روی آنها اعمال میشود، نیاز به اصلاح شیمیایی دارد.
تمام چسبندگیها یک فرآیند شیمیایی هستند که در آن لایههای مولکولی ۱ تا ۵ بالایی یک سطح با مواد شیمیایی موجود در لایههای مولکولی ۱ تا ۵ بالایی هر سطحی که روی آن اعمال میشود، تعامل دارند. بنابراین، سطح PTFE برای اتصال موفقیتآمیز، باید از نظر شیمیایی واکنشپذیر باشد، نه از نظر شیمیایی بیاثر. در علم مواد، سطحی که بسیار واکنشپذیر است و مشتاق پیوند با سایر مولکولها است، "سطح پرانرژی" نامیده میشود. بنابراین PTFE باید از حالت "انرژی پایین"، که شرایط پایه آن است، به حالت "انرژی بالا" و قابل اتصال تبدیل شود.
چند روش برای انجام این کار وجود دارد، از جمله عملیات پلاسمای خلاء، و برخی میگویند که میتوانند با سنباده زدن، سایش یا استفاده از پرایمرهایی که برای PVC یا پلیالفینها طراحی شدهاند، به یک سطح قابل اتصال روی PTFE دست یابند. با این حال، رایجترین و از نظر علمی اثباتشدهترین روش، فرآیندی به نام حکاکی شیمیایی است.
اچینگ برخی از پیوندهای کربن-فلوئور PTFE (که تمام فلوئوروپلیمرها را تشکیل میدهند) را میشکند، در واقع، ویژگیهای شیمیایی ناحیه اچ شده را تغییر میدهد و آن را از یک سطح بیاثر به سطحی فعال و قادر به تعامل شیمیایی با سایر مواد تبدیل میکند. سطح حاصل کمتر روانکننده است، اما اکنون سطحی است که میتوان آن را چسباند، قالبگیری کرد یا به مواد دیگر متصل کرد، و همچنین میتوان روی آن چاپ یا حکاکی کرد.
اچینگ با قرار دادن PTFE در محلول سدیم، مانند تترا اچینگ رایج، انجام میشود. واکنش شیمیایی حاصل با سطح، مولکولهای فلوئور را از ستون فقرات کربن-فلوئور فلوئور پلیمر جدا میکند و اتمهای کربنی را که کمبود الکترون دارند، باقی میگذارد. سطح تازه اچ شده انرژی بسیار بالایی دارد و هنگامی که در معرض هوا قرار میگیرد، مولکولهای اکسیژن، بخار آب و هیدروژن اجازه پرواز پیدا میکنند تا جای مولکولهای فلوئور را بگیرند و امکان بازیابی الکترونها را فراهم کنند. این فرآیند بازیابی منجر به ایجاد یک لایه واکنشی از مولکولها روی سطح میشود که چسبندگی را ممکن میسازد.
یکی از نکات جالب در مورد اچینگ شیمیایی این است که میتواند فقط چند لایه مولکولی بالایی را تغییر دهد و بقیه PTFE را با تمام خواص منحصر به فردش دست نخورده باقی بگذارد.
چگونه میتوان ثبات یک فرآیند اچ شیمیایی را تأیید کرد.
خواص اصلی PTFE ثابت میماند زیرا حکاکی شیمیایی فقط روی چند لایه مولکولی بالایی تأثیر میگذارد. با این حال، ممکن است ته رنگ قهوهای یا برنزه روی لوله ایجاد شود. به نظر نمیرسد تغییر رنگ با میزان چسبندگی سطح مرتبط باشد، بنابراین از این تغییر رنگ به عنوان نشانه واقعی از میزان کیفیت حکاکی PTFE استفاده نکنید.
بهترین راه برای اینکه بفهمید حکاکی شما همان سطحی را که مد نظر دارید ایجاد کرده است یا نه، استفاده از روشی است که همه حکاکیکاران حرفهای از آن استفاده میکنند: اندازهگیری زاویه تماس آب. این تکنیک با قرار دادن یک قطره آب بسیار خالص روی PTFE و اندازهگیری رفتار آن قطره انجام میشود. قطره کوچک یا به دلیل اینکه بیشتر از PTFE به خودش جذب میشود، به صورت دانهای در میآید، یا به دلیل اینکه به PTFE جذب میشود، "خیس" شده و روی سطح صاف میشود. به طور کلی، هرچه حکاکی شیمیایی موفقتر باشد - زاویه تماس کمتر (قطره صافتر) خواهد بود. این اغلب به عنوان آزمایش "ترشوندگی" سطح شناخته میشود، زیرا اساساً، اگر سطح به درستی حکاکی شود و قطره آب پخش شود، بخش بیشتری از سطح خیس میشود.

تصویربالانمای بالا به پایین یک قطره آب (داخل حلقه کوچک زرد و آبی) را روی لوله PTFE قبل از حکاکی نشان میدهد. همانطور که میبینید، لبه قطره با سطح لوله زاویه ۹۵ درجه میسازد.
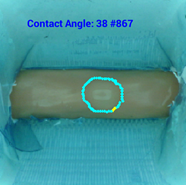
تصویر بالا قطره آب مشابهی را نشان میدهد که پس از حکاکی روی یک لوله PTFE قرار گرفته است. میتوانید بگویید که قطره روی سطح لوله بیشتر پخش شده است زیرا حلقه زرد و آبی بزرگتر است. این بدان معناست که لبه قطره زاویه تماس کمتری با سطح لوله ایجاد میکند. و وقتی آن زاویه را با دستگاه Surface Analyst که هر دو تصویر از آن گرفته شدهاند، اندازهگیری میکنیم، میبینیم که بله، زاویه ۳۸ درجه است. اگر این مقدار، الزامات از پیش تعیین شده ما را برای عددی که باید به آن برسیم تا مطمئن شویم که این لوله قابل اتصال است، برآورده کند، ما تأیید کردهایم که سطح به اندازه کافی حکاکی شده است.
برای موثرترین استفاده از آزمایش زاویه تماس آب، همکاری با یک متخصص سطح برای درک محدوده زاویه ایدهآل برای رسیدن به آن پس از حکاکی، مهم است. این به شما امکان میدهد تا یک فرآیند اتصال قابل پیشبینی بر اساس مشخصات قابل اندازهگیری ایجاد کنید. زیرا اگر میدانید که باید سطحی با زاویه تماس خاص ایجاد کنید، میدانید که وقتی این کار را انجام دهید، چسبندگی شما موفقیتآمیز خواهد بود.
علاوه بر این، برای اطمینان از یک فرآیند اچینگ کارآمد، اندازهگیری زاویه تماس آب قبل از انجام اچینگ مهم است. ارزیابی اولیه تمیزی به شما این امکان را میدهد که دقیقاً بدانید پارامترهای اچینگ برای رسیدن به الزامات زاویه تماس شما باید چه باشند.
نگهداری از حکاکی شما
نگهداری صحیح PTFE حکاکی شده برای یک فرآیند چسبندگی موفق ضروری است. انبارداری و موجودی کالا یک نقطه کنترل بحرانی (CCP) است. این CCPها در هر نقطهای از کل فرآیند قرار دارند که سطح یک ماده، چه خوب و چه بد، و شاید ناخواسته، فرصت تغییر پیدا کند. CCP نگهداری برای PTFE حکاکی شده بسیار مهم است زیرا سطح تازه تمیز شده شیمیایی آنقدر واکنشپذیر است که هر چیزی که با آن تماس پیدا کند میتواند کار شما را تغییر داده و تخریب کند.
بهترین روش برای نگهداری PTFE پس از اچینگ، در صورت امکان بستهبندی مجدد، استفاده از بستهبندی اصلی آن است. اگر این امکان وجود ندارد، کیسههای مسدودکننده اشعه ماوراء بنفش جایگزین خوبی هستند. PTFE را تا حد امکان از هوا و رطوبت دور نگه دارید و قبل از تلاش برای اتصال به آن، حتماً زاویه تماس را اندازهگیری کنید تا مطمئن شوید که قابلیت اتصال خود را حفظ کرده است.
PTFE مادهای خارقالعاده با کاربردهای بیشمار است، اما برای بهرهبرداری هرچه بیشتر از آن، در بیشتر موارد باید به صورت شیمیایی حکاکی و سپس چسبانده شود. برای اطمینان از انجام کافی این کار، باید از آزمایشی استفاده شود که به تغییرات شیمیایی روی سطح حساس باشد. برای بهینهسازی حکاکی و القای اطمینان در گردش کار خود، با یک متخصص مواد که فرآیند تولید شما را درک میکند، همکاری کنید.

زمان ارسال: ۱۷ ژوئیه ۲۰۲۳