

Политетрафлуороетиленът, или PTFE, е много разпространен материал, широко използван в почти всяка голяма индустрия. Този ултра-смазващ и многофункционален флуорополимер се използва във всички области - от аерокосмическата и автомобилната промишленост (като изолационно покритие на кабели) до поддръжката на музикални инструменти (намира се в маслото за вентили на медни и дървени духови инструменти, използва се върху техните движещи се части). Вероятно най-известното му приложение е като незалепващо покритие за тенджери и тигани. PTFE може да се формова в отливки; да се използва като гъвкави тръбни съединения, корпуси на вентили, електрически изолатори, лагери и зъбни колела; и да се екструдира като тръби.
Изключителната химическа устойчивост и химическа инертност, както и леките, но здрави свойства на PTFE, го правят изключително предимство в производството и употребата на медицински изделия. Поради изключително ниския си коефициент на триене (което е математически начин да се каже, че повърхността е изключително хлъзгава),PTFE тръбиМоже да се използва за прехвърляне на агресивни химикали или медицински инструменти, чиято чистота трябва да се поддържа и за които е необходимо безопасно преминаване в тялото по време на операция. PTFE тръбите са толкова лубрикантни, еластични и тънки, че са идеални за насочващ катетър с вътрешен диаметър (ID), където инструменти като стентове, балони, атеректомия или ангиопластични устройства трябва да се плъзгат свободно без риск от запушване или запушване. Тъй като нищо не залепва по тези материали, те могат да попречат на способността на бактерии и други инфекциозни агенти да се прилепват към тръбите и да причиняват вътреболнични инфекции.
Всички тези невероятни качества на PTFE означават, че той почти винаги е свързан с нещо друго. Ако се използва като покритие, като уплътнение или като тръби с Pebax обвивки и пластмасови свързващи муфи, е много вероятно той да се нуждае от залепване към друг материал. Може би сте забелязали това, което вече казахме: нищо не залепва към PTFE. Свойствата, които правят този материал толкова привлекателен за компаниите за медицински изделия, също така създават производствени предизвикателства по време на разработването и производството на продуктите. Постигането на залепване на покрития, еластомери и други компоненти на устройството към PTFE е изключително трудно и изисква строг контрол на процеса.
И така, как производителите правят този широко използван, неслепващ се материал слепваем? И как знаят, че е обработен или подготвен правилно и всъщност е готов за залепване или покриване?
Значението на химическото ецване на PTFE
За да се обясни защо е необходимо химическо ецване, е необходимо да се разбере какво причинява липсата на свързваща способност на PTFE. PTFE е съставен от много стабилни химични връзки, което затруднява свързването му с каквото и да е друго, дори за кратко.
Тъй като PTFE е химически инертен, което означава, че повърхността му не реагира с никакви химични молекули, с които влиза в контакт, нито тези във въздуха, нито тези на повърхността на други материали, повърхността му трябва да бъде химически модифицирана, за да се прикрепи към кабели, метали или тръби, върху които се прилага.
Всяка адхезия е химичен процес, при който горните 1-5 молекулни слоя на повърхността взаимодействат с химикалите, присъстващи в горните 1-5 молекулни слоя на повърхността, върху която се нанася. Следователно, повърхността на PTFE трябва да бъде химически реактивна, а не химически инертна, за да се свърже успешно. В материалознанието повърхност, която е силно реактивна и е склонна да се свързва с други молекули, се нарича „високоенергийна повърхност“. Така че PTFE трябва да бъде преведен от състояние с „ниска енергия“, което е неговото базово състояние, до състояние с „висока енергия“, което позволява свързване.
Има няколко начина да се направи това, включително вакуумно-плазмена обработка, а някои твърдят, че могат да постигнат свързваща повърхност върху PTFE чрез шлайфане, абразиране или използване на грундове, предназначени за PVC или полиолефини. Най-разпространеният и научно доказан метод обаче е процес, наречен химическо ецване.
Ецването разкъсва някои от въглерод-флуорните връзки на PTFE (които изграждат всички флуорополимери), като по този начин променя химичните характеристики на ецваната област, превръщайки я от инертна повърхност в активна и способна да взаимодейства химически с други вещества. Получената повърхност е по-малко смазваща, но сега е повърхност, която може да се залепва, формова или свързва с други материали, както и позволява да се отпечатва или гравира върху нея.
Ецването се извършва чрез поставяне на PTFE в натриев разтвор, подобно на често използвания Tetra Etch. Получената химическа реакция с повърхността премахва флуорните молекули от въглерод-флуорния скелет на флуорополимера, оставяйки въглеродни атоми, на които липсват електрони. Прясно ецваната повърхност има много висока енергия и когато е изложена на въздух, кислородните молекули, водните пари и водородът могат да долетят, за да заемат мястото на флуорните молекули, което позволява възстановяването на електроните. Този процес на възстановяване води до реактивен филм от молекули върху повърхността, който позволява адхезия.
Едно от страхотните неща на химическото ецване е, че то е в състояние да промени само няколкото горни молекулярни слоя и да остави останалата част от PTFE непокътната с всичките му уникални свойства.
Как да се провери консистентността на процеса на химическо ецване.
Основните свойства на PTFE остават същите, тъй като химическото ецване засяга само най-горните няколко молекулярни слоя. Възможно е обаче да има кафяво или жълто-кафяво оцветяване на тръбата. Разликата в цвета изглежда не корелира с това колко добре се свързва повърхността, така че не използвайте това обезцветяване като реален индикатор за това колко добре е ецван PTFE.
Най-добрият начин да разберете дали вашето ецване е създало желания вид повърхност, е да използвате метод, който всички професионални ецващи използват: измерване на ъгъла на контакт с вода. Тази техника се извършва чрез отлагане на капка високо пречистена вода върху PTFE и измерване на поведението на тази капка. Малката капка или ще се образува на капчици, защото е по-привлечена към себе си от PTFE, или ще се „намокри“ и ще се сплеска към повърхността, защото е толкова привлечена от PTFE. Най-общо казано, колкото по-успешно е химическото ецване, толкова по-нисък ще бъде ъгълът на контакт (толкова по-плоска е капката). Това често се нарича тестване на „омокряемостта“ на повърхността, защото по същество, ако повърхността е правилно ецната и капката вода се разпространи, по-голяма част от повърхността се намокря.

Изображениетопо-горепоказва изглед отгоре надолу на капка вода (вътре в малкия жълто-син пръстен) върху PTFE тръба, преди да бъде гравирана. Както можете да видите, ръбът на капката сключва ъгъл от 95 градуса с повърхността на тръбата.
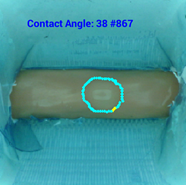
Изображението по-горе показва подобна капка вода, отложена върху PTFE тръба след ецване. Можете да видите, че капката се е разпространила по-далеч по повърхността на тръбата, защото жълто-синият пръстен е по-голям. Това означава, че ръбът на капката създава по-малък ъгъл на контакт с повърхността на тръбата. И когато измерим този ъгъл с устройството Surface Analyst, от което са взети и двете изображения, виждаме, че да, ъгълът е 38 градуса. Ако това отговаря на предварително определените ни изисквания за броя, който трябва да достигнем, за да гарантираме, че тази тръба може да се залепи, тогава току-що сме потвърдили, че повърхността е достатъчно ецвана.
За най-ефективно използване на теста за ъгъл на контакт с вода е важно да работите със специалист по повърхности, за да разберете какъв е идеалният диапазон на ъгъла, който трябва да се достигне след ецването. Това ви позволява да изградите предвидим процес на свързване, базиран на количествено измерима спецификация. Защото, ако знаете, че трябва да създадете повърхност с определен ъгъл на контакт, тогава знаете, че когато го направите, адхезията ви ще бъде успешна.
Освен това, за да се осигури ефективен процес на ецване, е важно да се измери ъгълът на контакт с водата, преди да се извърши ецването. Получаването на базова оценка на чистотата ви позволява да знаете точно какви трябва да бъдат параметрите на ецването, за да се постигнат изискванията за ъгъл на контакт.
Поддържане на вашия ец
Правилното съхранение на ецвания PTFE е от съществено значение за успешния процес на адхезия. Съхранението и инвентаризацията са критични контролни точки (ККТ). Тези ККТ са навсякъде в целия процес, където повърхността на материала има възможност да се промени, за добро или за лошо, и може би неволно. ККТ за съхранение е от решаващо значение за ецвания PTFE, защото новохимически почистената повърхност е толкова реактивна, че всичко, с което влезе в контакт, може да промени и влоши качеството на вашата работа.
Най-добрата практика за съхранение на PTFE след ецване е да се използва оригиналната опаковка, в която е пристигнал, ако е с възможност за многократно затваряне. Ако такава не е налична, торбичките с UV защита са добра алтернатива. Дръжте PTFE далеч от въздух и влага, доколкото е възможно, и преди да се опитате да го свържете, не забравяйте да измерите ъгъла на контакт, за да се уверите, че е запазил способността си да се свързва.
PTFE е изключителен материал с безброй приложения, но за да се извлече максимална полза от него, в повечето случаи той трябва да бъде химически ецван и след това свързан. За да се гарантира, че това е направено достатъчно добре, е необходимо да се използва тест, който е чувствителен към химичните промени на повърхността. Партнирайте си с експерт по материали, който разбира вашия производствен процес, за да оптимизирате ецването и да внесете сигурност в работния си процес.

Време на публикуване: 17 юли 2023 г.