

Polytetrafluorethylen (PTFE) ist ein weit verbreiteter Werkstoff, der in nahezu allen wichtigen Industriezweigen zum Einsatz kommt. Dieses hochgleitfähige und vielseitige Fluorpolymer findet Anwendung in Bereichen wie der Luft- und Raumfahrt sowie der Automobilindustrie (als Isolierschicht für Kabel) und der Wartung von Musikinstrumenten (es ist Bestandteil des Ventilöls für Blech- und Holzblasinstrumente und wird dort für deren bewegliche Teile verwendet). Am bekanntesten ist wohl seine Verwendung als Antihaftbeschichtung für Töpfe und Pfannen. PTFE lässt sich zu Formteilen verarbeiten, für flexible Rohrverbindungen, Ventilgehäuse, elektrische Isolatoren, Lager und Zahnräder eingesetzt und zu Schläuchen extrudiert werden.
Die extreme chemische Beständigkeit und Inertheit sowie die leichten und dennoch robusten Eigenschaften von PTFE machen es äußerst vorteilhaft für die Herstellung und Anwendung von Medizinprodukten. Aufgrund seines außergewöhnlich niedrigen Reibungskoeffizienten (was mathematisch bedeutet, dass die Oberfläche bemerkenswert gleitfähig ist)PTFE-SchläuchePTFE-Schläuche eignen sich ideal für den Transport aggressiver Chemikalien oder medizinischer Instrumente, deren Reinheit unbedingt erhalten bleiben muss und die während einer Operation sicher in den Körper eingeführt werden müssen. Dank ihrer Gleitfähigkeit, Elastizität und geringen Dicke sind sie perfekt für Führungskatheter geeignet, durch die Instrumente wie Stents, Ballons, Atherektomie- oder Angioplastiegeräte ungehindert gleiten können, ohne zu hängen bleiben oder zu verstopfen. Da an diesem Material nichts haften bleibt, wird zudem die Anhaftung von Bakterien und anderen Infektionserregern an den Schläuchen und damit die Entstehung von Krankenhausinfektionen verhindert.
All diese herausragenden Eigenschaften von PTFE bedeuten, dass es fast immer mit anderen Materialien verbunden wird. Ob als Beschichtung, Dichtung oder Schlauch mit Pebax-Ummantelung und Kunststoff-Verbindungsmuffen – die Haftung an einem anderen Material ist in der Regel unerlässlich. Wie bereits erwähnt, haftet an PTFE kaum etwas. Die Eigenschaften, die dieses Material für Medizintechnikunternehmen so attraktiv machen, stellen Hersteller in der Produktentwicklung und -produktion vor große Herausforderungen. Beschichtungen, Elastomere und andere Gerätekomponenten auf PTFE zu haften, ist äußerst schwierig und erfordert strenge Prozesskontrollen.
Wie schaffen es die Hersteller also, dieses weit verbreitete, eigentlich nicht verklebbare Material verklebbar zu machen? Und woher wissen sie, dass es ordnungsgemäß behandelt oder vorbereitet wurde und tatsächlich bereit zum Verkleben oder Beschichten ist?
Die Bedeutung des chemischen Ätzens von PTFE
Um zu erklären, warum chemisches Ätzen notwendig ist, muss man die Ursachen für die mangelnde Haftfähigkeit von PTFE verstehen. PTFE besteht aus sehr stabilen chemischen Bindungen, wodurch es schwierig ist, sich auch nur kurzzeitig mit anderen Materialien zu verbinden.
Da PTFE chemisch inert ist, d. h. die Oberfläche nicht mit chemischen Molekülen reagiert, mit denen sie in Kontakt kommt, weder mit solchen in der Luft noch mit solchen auf der Oberfläche anderer Materialien, muss ihre Oberfläche chemisch modifiziert werden, um an Kabeln, Metallen oder Schläuchen, auf die sie aufgebracht wird, haften zu können.
Jede Adhäsion ist ein chemischer Prozess, bei dem die obersten 1–5 Moleküllagen einer Oberfläche mit den chemischen Substanzen der obersten 1–5 Moleküllagen der Oberfläche, auf die die Adhäsion aufgebracht wird, interagiert. Daher muss die Oberfläche von PTFE chemisch reaktiv und nicht chemisch inert gemacht werden, um eine erfolgreiche Bindung zu ermöglichen. In der Materialwissenschaft wird eine Oberfläche, die hochreaktiv ist und sich gerne mit anderen Molekülen verbindet, als „hochenergetische Oberfläche“ bezeichnet. PTFE muss also von seinem „niederenergetischen“ Ausgangszustand in einen „hochenergetischen“, bindungsfähigen Zustand überführt werden.
Es gibt verschiedene Verfahren, darunter die Vakuumplasma-Behandlung. Manche behaupten, durch Schleifen, Abtragen oder die Verwendung von Primern, die für PVC oder Polyolefine entwickelt wurden, eine haftfähige Oberfläche auf PTFE erzielen zu können. Die gängigste und wissenschaftlich am besten belegte Methode ist jedoch das chemische Ätzen.
Durch das Ätzen werden einige der Kohlenstoff-Fluor-Bindungen von PTFE (aus denen alle Fluorpolymere bestehen) aufgebrochen. Dadurch verändern sich die chemischen Eigenschaften des geätzten Bereichs: Aus einer inerten Oberfläche wird eine aktive, die mit anderen Substanzen chemisch reagieren kann. Die so entstandene Oberfläche ist weniger gleitfähig, lässt sich aber kleben, formen oder mit anderen Materialien verbinden und ermöglicht zudem das Bedrucken oder Gravieren.
Das Ätzen erfolgt durch Eintauchen des PTFE in eine Natriumlösung, wie beispielsweise die häufig verwendete Tetra Etch-Lösung. Die dabei entstehende chemische Reaktion mit der Oberfläche entfernt Fluormoleküle aus dem Kohlenstoff-Fluor-Gerüst des Fluorpolymers, wodurch elektronenarme Kohlenstoffatome zurückbleiben. Die frisch geätzte Oberfläche besitzt eine sehr hohe Energie. Beim Kontakt mit Luft diffundieren Sauerstoff-, Wasserdampf- und Wasserstoffmoleküle und ersetzen die Fluormoleküle, wodurch die Elektronen wiederhergestellt werden. Dieser Wiederherstellungsprozess führt zur Bildung eines reaktiven Molekülfilms auf der Oberfläche, der die Haftung ermöglicht.
Einer der großen Vorteile der chemischen Ätzung ist, dass sie nur die obersten Molekülschichten verändern kann und den Rest des PTFE mit all seinen einzigartigen Eigenschaften intakt lässt.
Wie man die Konsistenz eines chemischen Ätzprozesses überprüft.
Die grundlegenden Eigenschaften von PTFE bleiben unverändert, da die chemische Ätzung nur die obersten Molekülschichten betrifft. Es kann jedoch zu einer bräunlichen oder beigefarbenen Verfärbung des Schlauchs kommen. Farbabweichungen korrelieren nicht mit der Haftungsfähigkeit der Oberfläche; daher sollte diese Verfärbung nicht als verlässlicher Indikator für die Qualität der PTFE-Ätzung herangezogen werden.
Die beste Methode, um festzustellen, ob Ihre Ätzung die gewünschte Oberflächenbeschaffenheit erzeugt hat, ist die Messung des Wasserkontaktwinkels – ein Verfahren, das alle professionellen Ätzspezialisten anwenden. Dabei wird ein Tropfen hochreines Wassers auf das PTFE aufgetragen und sein Verhalten beobachtet. Der winzige Tropfen perlt entweder ab, da er stärker von sich selbst als vom PTFE angezogen wird, oder er breitet sich aus und liegt flach auf der Oberfläche an, da er stark vom PTFE angezogen wird. Generell gilt: Je erfolgreicher die chemische Ätzung, desto kleiner der Kontaktwinkel (und desto flacher der Tropfen). Dies wird oft als Test der Benetzbarkeit der Oberfläche bezeichnet, denn wenn die Oberfläche ordnungsgemäß geätzt ist und sich der Wassertropfen ausbreitet, wird ein größerer Teil der Oberfläche benetzt.

Das BildüberDie Abbildung zeigt eine Draufsicht auf einen Wassertropfen (innerhalb des kleinen gelben und blauen Rings) auf einem PTFE-Schlauch vor dem Ätzen. Wie man sehen kann, bildet der Rand des Tropfens einen Winkel von 95 Grad mit der Oberfläche des Schlauchs.
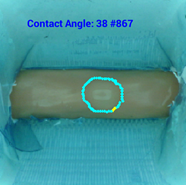
Das obige Bild zeigt einen ähnlichen Wassertropfen auf einem geätzten PTFE-Schlauch. Man erkennt, dass sich der Tropfen auf der Schlauchoberfläche weiter ausgebreitet hat, da der gelbe und blaue Ring größer ist. Dies bedeutet, dass der Tropfenrand einen kleineren Kontaktwinkel zur Schlauchoberfläche bildet. Die Messung dieses Winkels mit dem Surface Analyst-Gerät, mit dem beide Bilder aufgenommen wurden, ergab tatsächlich 38 Grad. Wenn dies unsere vorab festgelegten Anforderungen für die Klebefähigkeit des Schlauchs erfüllt, haben wir die ausreichende Ätzung der Oberfläche bestätigt.
Für eine optimale Nutzung des Wasserkontaktwinkeltests ist die Zusammenarbeit mit einem Oberflächenwissenschaftler wichtig, um den idealen Winkelbereich nach dem Ätzen zu ermitteln. So lässt sich ein vorhersagbarer Verbindungsprozess auf Basis einer quantifizierbaren Spezifikation entwickeln. Denn wenn Sie wissen, dass Sie eine Oberfläche mit einem bestimmten Kontaktwinkel erzeugen müssen, wissen Sie, dass die Haftung erfolgreich sein wird.
Um einen effizienten Ätzprozess zu gewährleisten, ist es wichtig, vor dem Ätzen den Wasserkontaktwinkel zu messen. Eine Bewertung des Ausgangsreinheitsgrades ermöglicht es, die erforderlichen Ätzparameter genau zu bestimmen, um die gewünschten Kontaktwinkel zu erreichen.
Pflege Ihrer Ätzung
Die sachgemäße Lagerung von geätztem PTFE ist für einen erfolgreichen Klebeprozess unerlässlich. Lagerung und Bestandsführung stellen kritische Kontrollpunkte (CCP) dar. CCPs befinden sich überall im gesamten Prozess, wo sich die Materialoberfläche verändern kann – zum Guten wie zum Schlechten, möglicherweise auch unbeabsichtigt. Die Lagerung ist bei geätztem PTFE besonders wichtig, da die frisch chemisch gereinigte Oberfläche so reaktiv ist, dass alles, womit sie in Kontakt kommt, das Ergebnis beeinträchtigen und verschlechtern kann.
PTFE nach dem Ätzen sollte idealerweise in der Originalverpackung aufbewahrt werden, sofern diese wiederverschließbar ist. Ist dies nicht möglich, eignen sich UV-undurchlässige Beutel als Alternative. PTFE sollte möglichst vor Luft und Feuchtigkeit geschützt werden. Vor dem Verkleben ist eine Kontaktwinkelmessung erforderlich, um die Haftfähigkeit zu überprüfen.
PTFE ist ein außergewöhnlicher Werkstoff mit vielfältigen Anwendungsmöglichkeiten. Um sein volles Potenzial auszuschöpfen, muss er in den meisten Fällen chemisch geätzt und anschließend verklebt werden. Für eine optimale Durchführung ist ein Testverfahren erforderlich, das empfindlich auf die chemischen Veränderungen an der Oberfläche reagiert. Arbeiten Sie mit einem Materialexperten zusammen, der Ihren Fertigungsprozess versteht, um den Ätzprozess zu optimieren und Ihren Arbeitsablauf zu sichern.

Veröffentlichungsdatum: 17. Juli 2023