

Il politetrafluoroetilene, o PTFE, è un materiale molto comune e ampiamente utilizzato in quasi tutti i principali settori industriali. Questo fluoropolimero ultra-lubrificante e multiuso trova applicazione in svariati ambiti, dall'industria aerospaziale e automobilistica (come rivestimento isolante per i cavi) alla manutenzione degli strumenti musicali (è presente nell'olio per valvole degli strumenti a fiato in ottone e legno, per la lubrificazione delle loro parti mobili). Probabilmente il suo utilizzo più noto è come rivestimento antiaderente per pentole e padelle. Il PTFE può essere modellato in componenti stampati, utilizzato come giunto flessibile per tubi, corpo valvola, isolante elettrico, cuscinetti e ingranaggi, ed estruso in tubi.
L'estrema resistenza chimica e l'inerzia chimica, così come le proprietà di leggerezza ma robustezza del PTFE, lo rendono estremamente vantaggioso nella produzione e nell'utilizzo di dispositivi medici. Grazie al suo coefficiente di attrito straordinariamente basso (che è un modo matematico per dire che la superficie è notevolmente scivolosa),tubi in PTFEPuò essere utilizzato per trasferire sostanze chimiche aggressive o strumenti medici la cui purezza deve essere mantenuta e che devono essere introdotti in sicurezza nel corpo durante un intervento chirurgico. I tubi in PTFE sono così lubrificanti, resistenti e sottili da essere perfetti per il diametro interno (ID) di un catetere guida, dove strumenti come stent, palloncini, dispositivi per aterectomia o angioplastica devono scorrere liberamente senza il rischio di impigliarsi o ostruzioni. Poiché nulla aderisce a questo materiale, può anche interferire con la capacità di batteri e altri agenti infettivi di aderire ai tubi e causare infezioni nosocomiali.
Tutte queste incredibili caratteristiche del PTFE implicano che esso sia quasi sempre legato ad altri materiali. Se viene utilizzato come rivestimento, come guarnizione di tenuta o come tubo con guaina in Pebax e raccordi in plastica, è molto probabile che debba aderire a un altro materiale. Come avrete già notato, nulla aderisce al PTFE. Le proprietà che rendono questo materiale così interessante per le aziende produttrici di dispositivi medici tendono anche a creare difficoltà di produzione durante lo sviluppo e la fabbricazione del prodotto. Far aderire rivestimenti, elastomeri e altri componenti del dispositivo al PTFE è estremamente complesso e richiede un rigoroso controllo dei processi.
Come fanno dunque i produttori a rendere incollabile questo materiale ampiamente utilizzato e normalmente non adatto all'incollaggio? E come fanno a sapere che è stato trattato o preparato correttamente ed è effettivamente pronto per l'incollaggio o il rivestimento?
L'importanza dell'incisione chimica del PTFE
Per spiegare perché è necessaria la mordenzatura chimica, è fondamentale comprendere le cause della scarsa capacità di adesione del PTFE. Il PTFE è costituito da legami chimici molto stabili, che rendono difficile la sua adesione a qualsiasi altro materiale, anche solo per brevi periodi.
Poiché il PTFE è chimicamente inerte, ovvero la sua superficie non reagisce con le molecole chimiche con cui entra in contatto, siano esse presenti nell'aria o sulla superficie di altri materiali, è necessario modificarne chimicamente la superficie per poterlo far aderire a cavi, metalli o tubi su cui viene applicato.
Ogni adesione è un processo chimico in cui i primi 1-5 strati molecolari di una superficie interagiscono con le sostanze chimiche presenti nei primi 1-5 strati molecolari della superficie su cui viene applicato il materiale. Pertanto, la superficie del PTFE deve essere resa chimicamente reattiva, anziché chimicamente inerte, per poter aderire con successo. Nella scienza dei materiali, una superficie altamente reattiva e incline a legarsi con altre molecole è definita "superficie ad alta energia". Quindi il PTFE deve essere portato da uno stato a "bassa energia", che rappresenta la sua condizione di base, a uno stato ad "alta energia" che gli consenta di aderire.
Esistono diversi metodi per ottenere questo risultato, tra cui il trattamento al plasma sottovuoto. Alcuni sostengono inoltre di poter creare una superficie adesiva sul PTFE mediante levigatura, abrasione o l'utilizzo di primer specifici per PVC o poliolefine. Tuttavia, il metodo più comune e scientificamente provato è un processo chiamato incisione chimica.
La mordenzatura rompe alcuni dei legami carbonio-fluoro del PTFE (che costituiscono tutti i fluoropolimeri), modificando di fatto le caratteristiche chimiche dell'area mordenzata e trasformandola da una superficie inerte in una attiva, in grado di interagire chimicamente con altre sostanze. La superficie risultante è meno lubrificante, ma può essere incollata, modellata o legata ad altri materiali, oltre a poter essere stampata o incisa.
La mordenzatura viene eseguita immergendo il PTFE in una soluzione di sodio, come la comunemente usata Tetra Etch. La reazione chimica che ne consegue con la superficie rimuove le molecole di fluoro dallo scheletro carbonio-fluoro del fluoropolimero, lasciando atomi di carbonio carenti di elettroni. La superficie appena mordenzata ha un'energia molto elevata e, quando viene esposta all'aria, le molecole di ossigeno, il vapore acqueo e l'idrogeno possono entrare e prendere il posto delle molecole di fluoro, consentendo il ripristino degli elettroni. Questo processo di ripristino dà origine a una pellicola reattiva di molecole sulla superficie che permette l'adesione.
Uno dei grandi vantaggi della mordenzatura chimica è la sua capacità di modificare solo i pochi strati molecolari superficiali, lasciando intatto il resto del PTFE con tutte le sue proprietà uniche.
Come verificare la coerenza di un processo di incisione chimica.
Le proprietà fondamentali del PTFE rimangono invariate poiché l'incisione chimica interessa solo i pochi strati molecolari superficiali. Tuttavia, il tubo potrebbe presentare una colorazione marrone o beige. La variazione di colore non sembra essere correlata all'adesività della superficie, quindi non bisogna utilizzare questa decolorazione come indicatore affidabile della qualità dell'incisione del PTFE.
Il modo migliore per sapere se l'incisione ha creato il tipo di superficie desiderato è utilizzare un metodo impiegato da tutti gli incisori professionisti: la misurazione dell'angolo di contatto con l'acqua. Questa tecnica consiste nel depositare una goccia di acqua altamente purificata sul PTFE e misurarne il comportamento. La piccola goccia o si raccoglierà in una goccia perché attratta maggiormente da se stessa piuttosto che dal PTFE, oppure si "bagnerà" e si appiattirà sulla superficie perché attratta dal PTFE. In generale, maggiore è la qualità dell'incisione chimica, minore sarà l'angolo di contatto (e più piatta sarà la goccia). Questo viene spesso definito test di "bagnabilità" della superficie perché, in sostanza, se la superficie è stata incisa correttamente e la goccia d'acqua si espande, una porzione maggiore della superficie viene bagnata.

L'immagineSopraL'immagine mostra una vista dall'alto di una goccia d'acqua (all'interno del piccolo anello giallo e blu) su un tubo in PTFE prima dell'incisione. Come si può notare, il bordo della goccia forma un angolo di 95 gradi con la superficie del tubo.
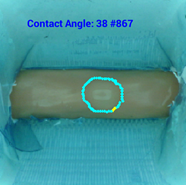
L'immagine qui sopra mostra una goccia d'acqua simile depositata su un tubo in PTFE dopo essere stata incisa. Si può notare che la goccia si è diffusa maggiormente sulla superficie del tubo perché l'anello giallo e blu è più grande. Ciò significa che il bordo della goccia crea un angolo di contatto inferiore con la superficie del tubo. E misurando questo angolo con il dispositivo Surface Analyst, con cui sono state scattate entrambe le immagini, vediamo che, effettivamente, l'angolo è di 38 gradi. Se questo valore soddisfa i nostri requisiti predeterminati per garantire che il tubo sia incollabile, allora abbiamo appena verificato che la superficie è stata incisa a sufficienza.
Per un utilizzo ottimale del test dell'angolo di contatto con l'acqua, è fondamentale collaborare con un esperto di superfici per comprendere qual è l'intervallo angolare ideale da raggiungere dopo la mordenzatura. Questo permette di creare un processo di incollaggio prevedibile basato su specifiche quantificabili. Infatti, sapendo di dover creare una superficie con un particolare angolo di contatto, si ha la certezza che l'adesione sarà efficace.
Inoltre, per garantire un processo di incisione efficiente, è importante misurare l'angolo di contatto con l'acqua prima di procedere all'incisione. Una valutazione iniziale della pulizia consente di determinare con precisione i parametri di incisione necessari per raggiungere l'angolo di contatto desiderato.
Mantenimento dell'incisione
Una corretta conservazione del PTFE inciso chimicamente è essenziale per un processo di adesione di successo. La conservazione e la gestione delle scorte rappresentano un Punto Critico di Controllo (CCP). Questi CCP si trovano in qualsiasi punto dell'intero processo in cui la superficie di un materiale può subire modifiche, positive o negative, anche involontarie. La fase di conservazione è cruciale per il PTFE inciso chimicamente perché la superficie appena pulita chimicamente è talmente reattiva che qualsiasi sostanza con cui entri in contatto può alterare e compromettere il risultato finale.
La migliore pratica per conservare il PTFE dopo la mordenzatura è utilizzare la confezione originale in cui è stato ricevuto, se richiudibile. In caso contrario, i sacchetti con protezione UV rappresentano una valida alternativa. Tenere il PTFE al riparo dall'aria e dall'umidità il più possibile e, prima di tentare l'incollaggio, assicurarsi di misurare l'angolo di contatto per verificare che abbia mantenuto la sua capacità di adesione.
Il PTFE è un materiale straordinario con innumerevoli applicazioni, ma per sfruttarlo al meglio, nella maggior parte dei casi deve essere sottoposto a un processo di incisione chimica prima di essere incollato. Per garantire un'esecuzione corretta, è necessario utilizzare un test sensibile alle modifiche chimiche superficiali. Collabora con un esperto di materiali che comprenda il tuo processo produttivo per ottimizzare l'incisione e garantire la massima precisione nel tuo flusso di lavoro.

Data di pubblicazione: 17 luglio 2023